
This article is the third is a series showcasing the uses of 445M2 Stainless Steel. Read Part 1. Read Part 2.
The Applied Science Building at the University of NSW is a landmark in the Eastern suburbs of Sydney. This world-class multi-storey complex of research laboratories and lecture theatres has recently been extended and upgraded, including the air-conditioning and fume extraction systems.
The new air conditioning and ventilation systems were placed on the roof. Management at the University were concerned that the upgrade would be a major disruption and not one they wished to endure more than once in a


 The staircase used 560 kilograms of grade 316 stainless steel supplied by Atlas Specialty Metals in Berrimah. Standing 4.5metres high and stretching out 3.5metres, the structure was built to complement the handrails around the pool area as well
The staircase used 560 kilograms of grade 316 stainless steel supplied by Atlas Specialty Metals in Berrimah. Standing 4.5metres high and stretching out 3.5metres, the structure was built to complement the handrails around the pool area as well




 Renowned Australian sculptor Inge King AM was born in Germany in 1918, moving to Australia in 1951 and forging her career despite a culturally conservative landscape at the time.
Renowned Australian sculptor Inge King AM was born in Germany in 1918, moving to Australia in 1951 and forging her career despite a culturally conservative landscape at the time.



 Initial stages included new seats, hand railing and some draining, but the most recent instalment focussed on the beach-side swimming pool and recreational area with balustrades all around. Although 2 or 3 different builders have been used during the project to date,
Initial stages included new seats, hand railing and some draining, but the most recent instalment focussed on the beach-side swimming pool and recreational area with balustrades all around. Although 2 or 3 different builders have been used during the project to date,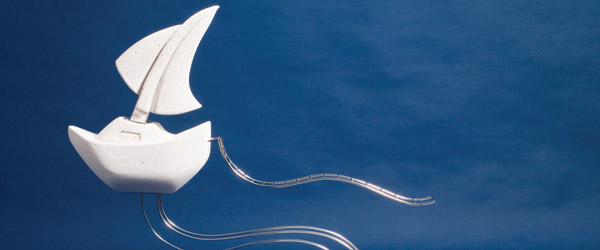
 Sponsored by ASSDA member ELG and presented in partnership with Cooks Hill Galleries, the exhibition entitled Stainless Evolution, will be on display in the main auditorium at the PacRim 2007 Conference in Newcastle this October. The pieces created will use various types of stainless steel, for the exclusive viewing of PacRim delegates.
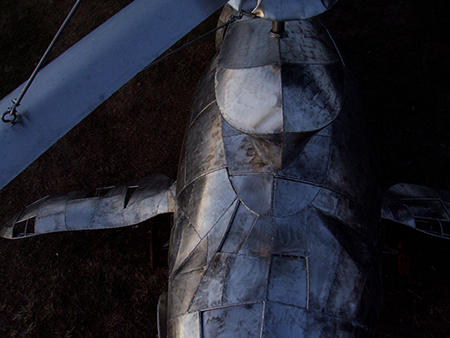
Sponsored by ASSDA member ELG and presented in partnership with Cooks Hill Galleries, the exhibition entitled Stainless Evolution, will be on display in the main auditorium at the PacRim 2007 Conference in Newcastle this October. The pieces created will use various types of stainless steel, for the exclusive viewing of PacRim delegates. Warrick Timmins of Newcastle is one such artist who has used stainless steel in his pieces to depict his
Warrick Timmins of Newcastle is one such artist who has used stainless steel in his pieces to depict his
 Two years on, Anna’s love of stainless steel continues, as she begins work on a new project which has seen her nominated for the 2007 McClelland Award.
Two years on, Anna’s love of stainless steel continues, as she begins work on a new project which has seen her nominated for the 2007 McClelland Award.
 ASSDA member and Accredited Fabricator Interspace Manufacturing Pty Ltd was commissioned to design and fabricate screens to update the building aesthetically, as well as provide the workers inside the building with protection from the sun.
ASSDA member and Accredited Fabricator Interspace Manufacturing Pty Ltd was commissioned to design and fabricate screens to update the building aesthetically, as well as provide the workers inside the building with protection from the sun.
 Drawing on more than 25 years experience in the stainless steel industry, Mr Harding and his team at Equipment Tech Pty Ltd have developed a range of stainless steel hotplates, grills and baking dishes (sold under the name of Topnotch) that can be retro-fitted to almost any barbecue.
Drawing on more than 25 years experience in the stainless steel industry, Mr Harding and his team at Equipment Tech Pty Ltd have developed a range of stainless steel hotplates, grills and baking dishes (sold under the name of Topnotch) that can be retro-fitted to almost any barbecue.
 ASSDA member and Accredited Fabricator Stainless Metal Craft has recently completed work on the design and fabrication of stainless steel equipment for Inghams Enterprises’ processing plant at Edinburgh Park, north of Adelaide, and hatchery at Monarto, south of Adelaide.
ASSDA member and Accredited Fabricator Stainless Metal Craft has recently completed work on the design and fabrication of stainless steel equipment for Inghams Enterprises’ processing plant at Edinburgh Park, north of Adelaide, and hatchery at Monarto, south of Adelaide.














