
The devastation of the 1989 Newcastle earthquake resulted in a revision of standards specifying building materials and products to be used in differing environments.
One of the products that came under close scrutiny was wall ties (also known as brick ties).
Assessment of the damage after the earthquake found that many walls had 'peeled away' from building structures due to deteriorated wall ties.
A wall tie connects  masonry to the structural backing which supports the wall. The most common wall ties are manufactured out of galvanised steel.
masonry to the structural backing which supports the wall. The most common wall ties are manufactured out of galvanised steel.
Australian Standard AS 3700 - 1998 revised the conditions under which wall ties

 Australia is a relatively 'small fish' in the global stainless industry and, without the benefit of local stainless steel production, loses some flexibility on product availability. Unless you're a very large consumer of stainless steel to a single specification or Standard, ordering to common specifications will reduce costs and increase availability of products.
Australia is a relatively 'small fish' in the global stainless industry and, without the benefit of local stainless steel production, loses some flexibility on product availability. Unless you're a very large consumer of stainless steel to a single specification or Standard, ordering to common specifications will reduce costs and increase availability of products.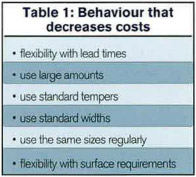 Suppliers are likely to have products to common specifications. Ordering them reduces the
Suppliers are likely to have products to common specifications. Ordering them reduces the

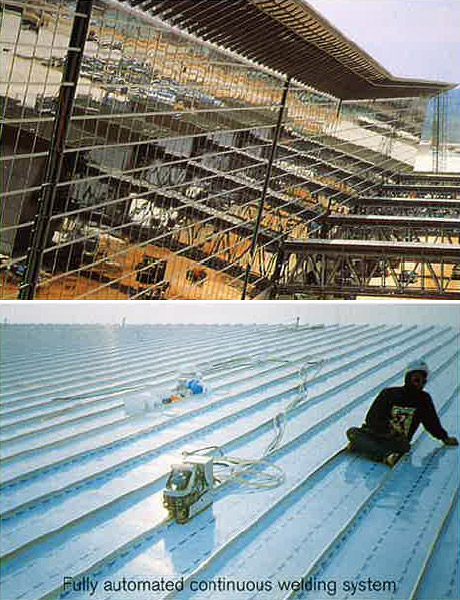 The roof profile of the contact piers and air bridges (60,000m2 total area) had to satisfy a number of criteria, including rainwater runoff, resistance to wind uplift, and a smooth, painted appearance. The roof area comprises a composite system with an outer metal membrane of fully-welded stainless steel. Further complicating the design, the architect (MJAC) wanted to avoid valley gutters on the roof's curves.
The roof profile of the contact piers and air bridges (60,000m2 total area) had to satisfy a number of criteria, including rainwater runoff, resistance to wind uplift, and a smooth, painted appearance. The roof area comprises a composite system with an outer metal membrane of fully-welded stainless steel. Further complicating the design, the architect (MJAC) wanted to avoid valley gutters on the roof's curves.
 The Australian Magnesium (AM) process (now owned by the Australian Magnesium Corporation - Brisbane, Qld) was jointly developed by Queensland Metals Corporation (QMC - Brisbane, Qld) and CSIRO to process the type of magnesite ore discovered by QMC near Rockhampton into highly pure magnesium metal.
The Australian Magnesium (AM) process (now owned by the Australian Magnesium Corporation - Brisbane, Qld) was jointly developed by Queensland Metals Corporation (QMC - Brisbane, Qld) and CSIRO to process the type of magnesite ore discovered by QMC near Rockhampton into highly pure magnesium metal.
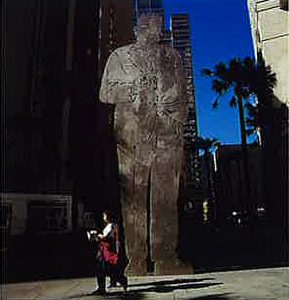 Sydney artist Simeon Nelson designed 'Ben Chifley' and a glass and stainless steel wall on the site while working as part of the multi-disciplinary design team involved in the site's $3 million redevelopment. Hassell architects (Sydney) were given open guidelines for the design of the site, but two of the objectives
Sydney artist Simeon Nelson designed 'Ben Chifley' and a glass and stainless steel wall on the site while working as part of the multi-disciplinary design team involved in the site's $3 million redevelopment. Hassell architects (Sydney) were given open guidelines for the design of the site, but two of the objectives



























