
This article is the second of a two-part series outlining new and emerging stainless steel grades which may be considered as alternatives to the more traditional and widely known varieties. Read Part 1.
The growing demand from China and the rest of the developing world has driven up the price of alloying elements added to stainless steels. Over the last five years nickel prices have risen to ten times what they were.
Chromium and molybdenum have also risen strongly, and the price of stainless steel scrap – which steelmakers use extensively – has soared. Inevitably, stainless steels have also seen large price increases, with little relief in sight. Growing demand and the time required to develop new supply sources mean that nickel and other alloy prices are unlikely to drop to the levels seen a few years ago.
Higher prices are driving stainless steel users to seek more cost effective solutions: the optimum choice of grade is a blend of engineering and economic factors, and the choice may be different in a new cost environment. The most common stainless steel grade, 304, is used in about 60% of applications for stainless steel around the world. Grade 304 contains about 8% of nickel, which is used to form the ductile austenite crystal structure. Grade 316, with 10% of nickel and higher corrosion resistance given by an addition of 2% molybdenum, is also very common. It is used in marine environments. Users are seeking more cost effective alternatives to both these austenitic 300 series grades.
Austenitic 200 series, duplex stainless steels and ferritic grades can all be used instead of 304 and 316, if they are selected, designed, fabricated and used appropriately. This article and the next in the series describe the alternatives to the more traditional grades, with their abilities and limitations.
The alloying elements in stainless steel contributing most to corrosion resistance are chromium and molybdenum. Within each of the alternative groups there are grades with different corrosion resistance resulting from the chromium and molybdenum contents.
The well known austenitic 300 series grades contain the highest levels of nickel. The austenitic 200 series grades contain less nickel, and manganese is added to make the austenite crystal structure form. Because the 200 series grades have the austenitic crystal structure their mechanical and fabrication properties are similar to the familiar 300 series.
Ferritic grades have the same crystal structure as carbon steel, and have similar mechanical and fabrication properties and do not contain a nickel addition.
Duplex grades are not fully austenitic. They are formulated to be a mixture of equal amounts of austenitic and ferritic grains in the microstructure, which generally means the nickel content is about half of that in an austenitic grade of the same chromium content.
Austenitic 200 Series
These grades are austenitic despite their lower nickel because they have more manganese. Manganese is about half as effective in forming austenite as nickel, so for every 1% of nickel left out, about 2% of manganese has to be added – at the same level of chromium, which suppresses the formation of austenite. Half the nickel in these grades has been replaced by manganese and the price of manganese is also rising strongly.
First developed in the 1930s, most of the common 200 series grades have corrosion resistance similar to the ferritic grade 430, lower than grade 304, because the chromium content is lower. Newer Indian developments (grades J1 & J4 in the table) have centered on grades with significantly lower corrosion resistance. There are other proprietary 200 series grades with higher chromium contents used in marine and anti–galling applications.
The austenitic 200 series are the closest in behaviour to the 300 series of the alternative groups. Hence they are the easiest to convert to.
Mechanical and Physical Properties
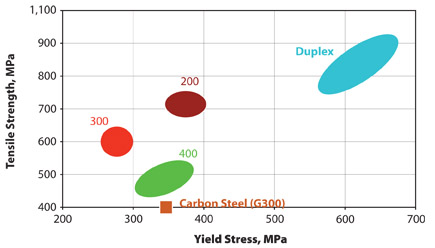
The tensile strength of common 200 grades exceeds 600MPa, i.e. about 20% higher than 304. The 0.2% proof stress is more than 20% greater than that of 304 but the elongation at fracture is similar. In contrast with carbon steel, all the austenitic stainless steel grades have tensile strengths at least double the 0.2% proof stress, a consequence of their high rate of work hardening. Some newer grades include copper to reduce this. Because of the austenitic microstructure of annealed 200 series grades they are ductile down to cryogenic temperatures and do not suffer brittle fracture. In comparison with the physical properties of 304, the 200 series have very similar density, elastic modulus, electrical and thermal properties.
Some 200 series grades in comparison to 304
| Grade |
Carbon (max) |
Manganese | Chromium | Nickel |
Copper |
|
| 201 | 16/4 | 0.15 | 5.5-7.5 | 16.0-18.0 | 3.5-5.5 | - |
| 202 | 17/4 | 0.15 | 7.5-10.0 | 17.0-19.0 | 4.0-6.0 | - |
| J1 | 15/4 | 0.08 | 7.0-8.0 | 15.0-17.0 | 4.0-4.5 | 1.5-2.0 |
| J4 | 15/1 | 0.10 | 8.5-10.0 | 15.0-17.0 | 0.8-12 | 1.5-2.0 |
| 304 | 18/8 | 0.07 | 17.5-19.5 | 17.5-19.5 | 8.0-10.5 | - |
Attributes
The ductility and formability are similar to the 300 grades although the lower nickel gives a greater risk of delayed cracking after heavy cold forming. Welding is similar to the 300 series grades although the 200 grades may have higher carbon and may suffer sensitisation (loss of intergranular corrosion resistance) if welded in sections thicker than 5 mm. Stress corrosion cracking resistance is similar to the 300 series. Like 304 and 316, 200 series grades do not respond to a magnet when in the annealed condition, but become magnetic after cold work.
Limitations
The lower chromium levels mean that the 15% chromium grades have lower corrosion resistance than ferritic grade 430. Even the 16 & 17% chromium grades are somewhat inferior to 304 in corrosion resistance, since it appears that a 200 series grade has slightly less corrosion resistance than a 300 series grade with the same chromium level. This may be due to the high levels of sulphur present in 200 series grades from some sources.
Steelmakers do not want 200 series scrap mixed with 300 series scrap as the high manganese levels reduce the life of steelmaking refractories. Batches of 300 series scrap suspected of being contaminated with 200 series are likely to attract only the much lower 200 series scrap price. Hence strict segregation of off – cuts is required.
At present none of the 200 series grades are routinely stocked in Australia.
Applications
As with all grade groups, it is important to choose a grade with corrosion resistance adequate for the application. The lower chromium 200 series greades detailed in the table are generally suitable for use with mild acids and alkalis including most foods (pH not less than 3). They are satisfactory with 20˚C potable water and are suitable for indoor exposure – furniture, bins, etc. They are used extensively for cookware and serving bowls – applications where the corrosion conditions are not severe since the utensils are washed and dried. The formability and deep drawability of the 200 series are especially useful for these applications.
The growing demand from China and the rest of the developing world has driven up the price of the alloying elements in stainless steels. The relative cost of different grade groups of stainless steels has also changed, depending on the content of the more expensive alloying elements, particularly nickel and molybdenum.
In the last issue we described the austenitic 200 series group, one of the alternative groups to the austenitic 300 series that traditionally dominate the market. This article describes the other two alternative groups, ferritic and duplex grades.
FERRETIC 400 SERIES
These stainless steels have the ferritic structure also found in carbon steels. They do not contain the nickel addition used to stabilise austenite in 300 series grades. The quality of ferritic grades has advanced with modern steelmaking equipment and, after several generations of ferritic grades, a number of technical limitations have been overcome.
Toughness is the remaining limitation that has not been overcome. All ferritic grades show the ductile to brittle fracture transition well known from carbon steels. Unlike the carbon steels, there is no phase transformation when heated during welding, and hence the grain size of the HAZ can be high. This limits the toughness of the ferritic stainless steels, and with a few exceptions they are used at up to about 3mm thickness, where the toughness transition temperature after welding is adequate.
There are ferritic grades with 10.5-30% chromium, and many also contain molybdenum. The ferritic grades have the corrosion resistance their chromium and molybdenum contents give them, and in addition they are very resistant to stress corrosion cracking. Later generations of ferritics are not susceptible to sensitisation and intergranular corrosion.
The ease of fabrication of ferritic grades, which behave in a similar way to carbon steel, has seen them used to replace competing materials and grow the market for stainless steels. A recent publication of the International Stainless Steel Forum “The Ferritic Solution – The Essential Guide To Ferritic Stainless Steels” (available from ASSDA) has several examples.
| Grade | Cr | Mo | N | Ni | C | Mn | Other | PRE* |
| AUSTENITIC 300 SERIES | ||||||||
| 304 | 18.1 | 8.1 | 0.04 | 18 | ||||
| 316 | 17.2 | 2.1 | 10.2 | 0.04 | 24 | |||
| FERRITIC 400 SERIES | ||||||||
| 409 | 11.5 | 0.02 | 0.18Ti | 12 | ||||
| 430 | 16.5 | 0.04 | 17 | |||||
| AWM 404GP™ | 21.0 | 0.010 | 0.4Cu, 0.3Ti | 21 | ||||
| 444 | 17.7 | 1.8 | 0.02 | 0.45(Ti+Nb) | 24 | |||
| AWM 445M2™ | 22.1 | 1.05 | 0.007 | 0.20Ti, 0.20Nb | 26 | |||
| DUPLEX | ||||||||
| LDX 2101® | 21.5 | 0.3 | 0.22 | 1.5 | 0.03 | 5.0 | 29 | |
| SAF 2304® | 23.0 | 0.3 | 0.10 | 4.8 | 0.02 | 27 | ||
| 2205 | 22.0 | 3.1 | 0.17 | 5.7 | 0.02 | 0.15N | 37 | |
| SAF 2507® | 25.0 | 4.0 | 0.27 | 7.0 | 0.02 | 0.3N | 46 |
*Pitting Resistance Equivalent (PRE) = %Cr + 3.3x%Mo + 16x%N
Mechanical and Physical Properties
Yield strength is a little higher than that of the austenitic grades, and tensile strength a little lower. Ductility is about half that of the austenitics, and is similar to carbon steel.
Ferritic grades cannot be strengthened by heat treatment, and since their work hardening is weak they are rarely strengthened by cold work. Ferritic stainless steel work hardens in a similar way to carbon steel, which can be an advantage, particularly in fabrication where experience and settings gained with carbon steel can be applied to ferritic stainless steels with few modifications.
Ferritic grades are ferromagnetic, and have much lower thermal expansion and higher heat conductivity than austenitic grades.
Attributes
First generation ferritic stainless steels are usually used unwelded, as they have high carbon (~0.05%), which causes the formation of brittle films of low corrosion resistance on HAZ grain boundaries. Grade 430 is the most widely used of this group: it has enough corrosion resistance for indoor applications such as food preparation and display equipment, but is rarely fusion welded. Grade 430 is usually used with a bright annealed (BA) finish: finishes in ferritic grades are generally brighter than their austenitic equivalent. Large amounts of first generation ferritic grades, with molybdenum added for extra corrosion resistance, are used for automotive trim.
Second generation ferritic stainless steels have lower levels of carbon and nitrogen, and have titanium and/or niobium added to combine with what’s left. This makes the grades more weldable, and the first second generation ferritic grade developed, 409, is now widely used in automotive muffler systems. The current production of 409 in USA rivals the tonnage of the most popular stainless steel, 304. Welds in second generation grades are tough at room temperature up to about 2mm thickness, and do not suffer from sensitisation or stress corrosion cracking. There are titanium treated versions of 430, widely used in whitegoods such as welded washing machine drums.
Third generation ferritic grades have even lower carbon, nitrogen, titanium and/or niobium additions, with higher contents of the corrosion-resisting elements chromium and molybdenum. The most common grade of the group, 444, is used for challenging applications such as heat exchangers and hot water tanks.
Fourth, or new generation grades, are further refined using vacuum equipment to achieve better toughness and weldability, and better surface quality. They are often used in applications where austenitic grades fail by chloride stress corrosion cracking or pitting corrosion, and they are increasingly being used in many applications to replace the common austenitic grades.
Limitations
The limited toughness of ferritic grades has been noted, and they are rarely used in structural applications.
A further limitation is the tendency of ferritic stainless grades to suffer 475°C embrittlement and phase formation more quickly than austenitic grades, which limits their use to about 350°C in the higher chromium grades. However, large tonnages of the lower chromium grades are used in automotive muffler systems at higher temperatures without problems.
Applications
The largest tonnage of ferritic grades is used in automotive muffler systems, and there are also significant uses in automotive trim, commercial catering equipment and indoor decorative applications. The higher alloyed later generation grades give outstanding performance in heat exchanger and piping systems for chloride-containing aqueous solutions and seawater, where stress corrosion cracking of austenitic grades can be a problem. The ferritics are also ideally suited for roll forming to roofing, walling and rainwater goods.
DUPLEX GRADES
These grades consist of an intimate mixture of about equal amounts of austenite and ferrite. About half of the amount of nickel needed to be fully austenitic at the chromium content is added in most of the grades. A newer grade, LDX 2101, follows the approach of the 200 series austenitics by using manganese instead of most of the nickel.
There are grades within the duplex group with a range of different corrosion resistances, depending on the chromium and molybdenum contents. The duplex grades tend to use more chromium and less molybdenum than an austenitic grade of similar corrosion resistance - a more economical balance.
As chromium is increased in the austenitic 300 grades to improve corrosion resistance, more nickel must be added, making high chromium austenitic grades expensive. The more corrosion resistant duplex grades, containing less nickel and a better balance of chromium and molybdenum, have penetrated the market to a greater extent than the leaner alloys, and 2205 has become the most common alloy where the corrosion resistance of grade 316 is inadequate.
The duplex grades are much more resistant to stress corrosion cracking than the austenitic grades, and they are effectively immune in potable water. They are also less prone to sensitisation than austenitic grades, although not immune.
Mechanical and Physical Properties
Duplex grades have about twice the tensile strength and 50% higher yield strength than austenitic grades. The ductility is about half, but is still high enough to give good formability, with work hardening behaviour similar to that of carbon steels. Unwelded, duplex grades are tough to low temperatures (-50 to -100°C), and they can often be welded to give transition temperatures well below 0°C.
Duplex grades cannot be strengthened by heat treatment, and since their work hardening is weak they are rarely strengthened by cold work.
Duplex grades are ferromagnetic, and have lower thermal expansion and higher heat conductivity than austenitic grades.
Attributes
Their much higher strength than austenitic grades often allows duplex grades to be down-gauged to thinner material, with good savings in costs.
The higher strength can be a handicap if the opportunity of down-gauging is not taken, as forming loads are high and may be beyond the capability of the equipment. Many of the uses of duplex grades are at thicker gauges (greater than ~1.2 mm), where the savings of down-gauging can be achieved without getting to the lighter sheet metal gauges that fabricators can find difficult to weld.
Welding duplex grades requires more control of welding parameters, particularly heat input and interpass temperature, but pre-heat, post-heat and post-weld heat treatment are not required and weldability is considered good.
Limitations
The high alloy content of most duplex grades makes them susceptible to embrittlement from the formation of intermetallic phases after extended service at high temperatures. Corrosion resistance is also reduced. Service temperatures are generally limited to less than about 300°C.
Applications
The higher strength of the duplex grades makes them suitable for large tanks, and savings of 40% or more in material costs can be achieved. They are also used for heat exchangers and chemical equipment, often where chloride stress corrosion cracking has limited the life of austenitic grades.
COMPARISON OF TYPICAL TENSILE AND ELONGATION PROPERTIES OF GRADE GROUPS OF STAINLESS STEELS
This article appeared in Australian Stainless Issue 41.