FAQ 13: Stainless steel for indoor swimming pools

Stainless steels are almost universally used around indoor and exterior pools for railings around or into the water, fixtures, furniture, grills, etc. The finishes are bright and readily cleanable for hygiene and are resistant to staining or corrosion by the technical treatments required for the maintenance of public health.
Download ASSDA Technical FAQ 13 (PDF)
This article discusses the unexpected problem (and the solutions) that showed up in the 1980s because of the changing design and operation of indoor heated and chlorinated swimming pools when combined with the increased use of stainless steels as structural supports in ceilings over pools. The problem: 304/316 stainless steel rods/bolts/wires with surface tensile stresses cracked and broke in high-up, unwashed areas because of a previously unknown, ambient temperature stress corrosion cracking (SCC) mechanism - and, literally, several roofs fell into pools. There are multiple mitigating actions, but a certain solution is to use readily available higher alloys which do not suffer SCC at near-ambient temperatures.
WHAT WAS NEW?
There were four factors and a lack of knowledge:
- More water vapour in the airspace because of demands for warmer water temperatures which overwhelmed the dehumidification of the air conditioning systems and increased the risk of condensation on cooler metal surfaces.
- Because of greater patronage, there are hygienic requirements for higher chlorine dosing and/or more shock dosing which increases the volatile content in the airspace which then dissolved in the condensed water films.
- In areas that were not washed (e.g. tension rods and bracing the roof space, ceiling-mounted fans, air conditioning ducts, light fittings, suspended ceilings, signage, and suspension wires), the condensed water film dissolved the volatile chlorides and became very aggressive with low (acidic) pH and high chloride concentration.
- An increasing use of stainless steel in load-carrying service.
The knowledge gap was that the chloride-induced SCC of the common 300-series stainless steels was only considered to be a risk for temperatures above 55o C, e.g. on the outside of leaking hot water systems or in the residual stress along welds or the water line of a hot water tank.
THE INVESTIGATIONS AND ALLOY RECOMMENDATIONS
There was a basic assumption that there would always be components subject to surface tensile stress, so materials testing was required to select alloys resistant to SCC in the pool atmosphere environment. The Nickel Institute (NI) funded research work in the 1990s to identify the mechanism of failure and recommend suitable alloys and operating techniques to prevent recurrence. The results were published in Stainless steel in swimming pool buildings (NI 12010, 1995) and recommended 904L or 6% molybdenum alloys. It did not recommend 2205 duplex stainless steel because there was some pitting in the ferrite phase, although no cracking was observed. ASSDA published a technical alert in 2001 which was mainly based on the NI data. It included recommendations for resistant alloys, pool management and inspections to detect possible risks.
The 2003 German building code mandates using high molybdenum alloys listed below (the ~6% Mo austenitic alloys) for unwashed stainless steel applications. The codified alloys are listed in EN 123451-1:2022 - Swimming pool equipment, Appendix G (see summary Table 1).
Table 1: Recommended stainless steel alloys for unwashed service in pool atmospheres
| EN | UNS | Mo | Ni | Mn | N | Cu |
| 1.4565 | S34565 | 4 | 16 | 6 | 0.4 | - |
| 1.4547 | S31254 | 6.5 | 18 | - | 0.2 | 0.7 |
| 1.4529 | S08926 | 6.5 | 25 | - | 0.4 | 1 |
Notes: 1. Nominal compositions 2. 904L (1.4539) showed no attack in the NI test work and was recommended but the later EN has a limit to water supplies <250mg/L chloride, i.e., drinking water.
Euro Inox summarised these and further work in their 2013 publication, Safe use of stainless steel in swimming pool environments. There have also been multiple summary engineering papers including a list of readily washed components that can use high austenitic alloys with various molybdenum, nickel, and nitrogen content. Research continues into the use of duplex grades.
also been multiple summary engineering papers including a list of readily washed components that can use high austenitic alloys with various molybdenum, nickel, and nitrogen content. Research continues into the use of duplex grades.
The message about alloy choice has had a good penetration although those new to stainless steel for indoor chlorinated pools still suggest 316 bolts to support overhead spotlights, 316 bolts over heavily chlorinated wastewater tanks or 316 cables or struts to hang water slides. There were cases of fabricators substituting 304 hangers for the specified painted and galvanised hangers for pool lighting panels - which sagged when several broke as shown in the picture.
WHEN IS SCC NOT AN ISSUE?
When a high austenitic alloy is used for unwashable areas above warm, chlorinated pools. However, one state has satisfactorily used chloramines for potable water disinfection since the 1930s. This is probably because the required dose for disinfection at ambient temperatures is significantly lower than the inadvertent chloramine levels in the atmosphere above a warm pool overpopulated with unwashed bodies.
For external pools subject to wind and rain there is no potential for concentration of chloramines. This means 304/316 around external pools are not at risk from SCC although routine washing is recommended to maintain a bright stainless appearance. Higher grades such as duplex may be required in marine environments, especially for unwashed components such as fastenings of glass panels - simply to avoid tea staining.
The risk of SCC of low alloy stainless steels in the atmosphere only arises with warm chlorinated pools. Pools that only use ozone as a disinfectant are not at risk because ozone is readily reduced to oxygen and does not accumulate like chlorine or chloramines. However, if a shock or backup chlorination procedure is used, then the recommendations of this article should be followed.
WHERE ARE LOWER ALLOY (304/316) STAINLESS STEELS SATISFACTORY?
In the vast majority of typical stainless steel components regularly drenched, or which aren't under tensile stress, such as:
- Benches
- Safety rails
- Pool ladders
- Doors and windows
- Non-safety critical components that will be washed for aesthetics.
SCC has not been found to be a problem in these applications.
ONGOING ACTIONS TO REDUCE AND/OR ELIMINATE THE RISK OF SCC
- Monitor and control pool chemical levels including chlorine and amines.
- Prevent excessive bathing loads - which may vary with monitoring results.
- Provide good shower and toilet facilities and clear instructions to patrons for use before entering the pool.
- Monitor and control air quality. This may require advice from the design and installation contractors.
- Institute a regular inspection and cleaning program - preferably biannual.
- If not already identified, log items potentially at risk.
- If a program has been established, review to check it covers possible new items, e.g. changed light fittings, signs, or hangers.
- If records show consistent excursions from chemical control levels, review processes.
TYPICAL INSPECTION AND CLEANING PLAN
If the initial survey has identified low alloy stainless steel components in safety-critical locations, then either replace them with high alloy components or arrange a close inspection.
- Clean surface debris with fresh water - not just a wipe with a cloth.
- If rust stains are present, consider replacement.
- If there are no stains, stress corrosion cracks can be very fine and require x10 examination or even dye penetrant assessment. Cracked components require immediate replacement.
- Clips and wires are normally under tension and should be flexed to determine their integrity.
Cautiously test fasteners by loosening and retightening to the same load.
FAQ 12: Coloured and Patterned Stainless Steel
Think stainless steel, and most people think ‘bright, shiny and silver’. But did you know that specifying stainless steel is not limited by its silver appearance?
Download ASSDA Technical FAQ 12 (PDF)
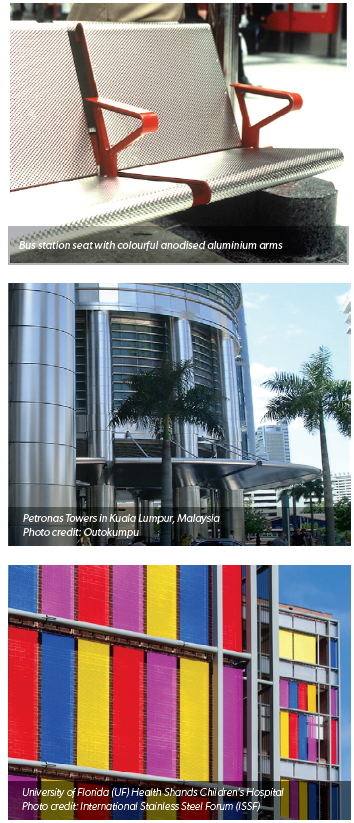
Coloured and textured stainless steel is an exciting material choice for designers and architects. In addition to offering a high quality and aesthetically-pleasing finish with choice of colour, stainless steel’s superior benefits when compared with plastics or anodised aluminium include resistance to heat, light, abrasion and corrosion, and overall increased durability and performance extending the service life of the application.
This FAQ will take a look back at the development of coloured stainless steel, detail the electrochemical colouring and PVD coating processes, and explore the various surface textures available.
HISTORY AND DEVELOPMENT
Back in the late 1960s, INOX developed a process for uniformly colouring smooth stainless surfaces. The colour relied on the growth of a uniform oxide-based film in a sulphuric and chromic acid mixture. The colour changed because of the interference of reflections from the top of the layer and the metal underneath it. It is like the colours in a soap bubble or an oil film, except that the INOX film had a very uniform thickness. This is because it is grown under uniform temperature and flow conditions with tightly controlled chemistry. Because the colours were subtractive rather than additive, they were not the same as a rainbow spectrum, but colours ranged through bronze, blue, black, charcoal/grey, gold, purple and green as the film grew from 20nm to 360nm. The colours also varied slightly with the viewing angle because of the interference process that gives the colour.
Initially, there were two limitations and two caveats. Firstly, the coatings were easily abraded so it should not be used in heavily trafficked areas because any mechanical damage could not be repaired. Secondly, it was initially only grown on 304. And the caveats? The tight thickness limits mean that batch-to-batch colours could have slight tint variations although, this also has been exploited to provide a softer colour image.
ELECTROCHEMICAL COLOURING
Within a decade, a dual-stage process was developed with an electrochemical treatment that provided greater abrasion resistance. Research in Australia showed that, for 304 base material, the film provided a slight improvement in corrosion resistance although the change is not as significant as a passivation process. Further developments showed that coloured films could also be formed on 316. The necessity for a uniform film thickness still requires factory treatment which means that it is limited to sheets or round surfaces such as tubes. Nevertheless, building facades, shopping centres and smooth surfaced artworks were able to display a variety of stainless steel colours, even when the coloured stainless steel has been carefully bent into shapes.
These colours are very durable, even in Australia, as they do not fade with UV exposure and, in a graffiti-infected urban environment, solvents can be used to remove tags and other unwanted additions to coloured facades and signs. However, they are not repairable if scratched and can only be mechanically fixed as welding locally destroys the coloured film.
SURFACE BLACKENING
Do the arms of your black windscreen wipers use this colouring process? Well, no. The rich, glossy black used to be from immersion of stainless steel in molten sodium/potassium dichromate at 400oC for about 30 minutes but is now usually replaced by a 180oC cured organic coating. Shorter immersion times were used for thermal solar water heaters but they are now either painted or plastic - although black chrome has had a place in the market.
PHYSICAL VAPOUR DEPOSITION (PVD) COATING
Do the arms of your black windscreen wipers use this colouring process? Well, no. The rich, glossy black used to be from immersion of stainless steel in molten sodium/potassium dichromate at 400oC for about 30 minutes but is now usually replaced by a 180oC cured organic coating. Shorter immersion times were used for thermal solar water heaters but they are now either painted or plastic - although black chrome has had a place in the market. The second major method of colouring stainless steel is PVD or Physical Deposition of a Vapour – hence PVD. The process is carried out in a high vacuum chamber with a small amount of (usually) argon gas. The gas is ionized by a high negative voltage on the target and forms a plasma of electrons and positive ions which bombard the source metal and ejects (or sputters) metal ions or atoms. These are deposited on the product to form a thin (typically 300nm) coating on the clean product. It is critical that the coated surface is free from contaminants or the coating will lack adhesion. It is routinely used to hard coat small objects like drills but, on a larger scale it produces coloured door furniture or objects whose size is only limited by the vacuum chamber. Coating larger objects and sheet material requires greater electron ionization efficiency in the plasma which typically uses magnetic fields parallel to the surface of the target.
The source metal can also be generated by thermal evaporation but this is less common.
Unlike the electrochemical INOX process, the colour of the PVD coating is determined by the source material with a few examples shown in the table. It is also invariant with viewing angle. PVD coatings are much more abrasion resistant than the INOX system but are not indestructible.
PATTERNED STAINLESS STEEL: SURFACE TEXTURE AND ITS EFFECT
A range of embossed, patterned and textured stainless steel finishes are available. Hot rolled finishes are usually too dimpled for aesthetic finishes. Cold rolled mill finishes are smooth and either dull grey (2B) or very bright (BA – bright annealed) and provide differing basic appearances but the same mechanical properties. Both have significantly better corrosion resistance than as-abraded finishes. Aesthetic changes by abrasion or blasting will provide feature finishes but have only minor effects on the colour and mechanical properties although rough as-abraded surfaces are known to be less corrosion resistant, i.e. the 0.5 micrometre Ra criterion.
Mechanically embossed profiles on austenitic mill rolled finishes might reduce the cleanability, but they also increase the strength because of cold work strengthening - while retaining the base metal corrosion resistance. This strengthening means that thinner material can be used, such as the thin checker sheet used in toolboxes – good visuals and lower weight in the utility with security for tools. Profiled sheet for outdoor public seating is another application with thinner sheet because of the strength and a bright appearance without glare.
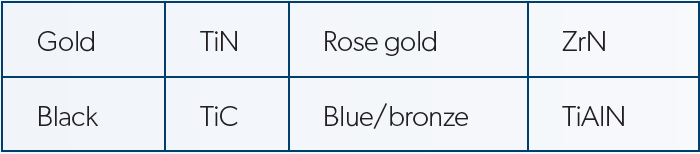
High-wear areas such as airport baggage collection or hospital corridors often use rigidised stainless steels where a through sheet profile significantly increases strength and stiffness with a pleasing aesthetic. An added advantage for profiled finishes is that scratches only affect the peaks and are less apparent partly because they are not continuous. On a grander scale, the Petronas Towers in Kuala Lumpur, Malaysia is a more complicated Cambric profiled finish on a base 316 metal with BA stock. The profiled finish is to avoid blinding reflections while using a 316 base metal with a mill finish that has the highest corrosion resistance available.

FAQ 11: Stainless Steel and Fire Resistance
What is the fire rating of stainless steel? This is a common enquiry from ASSDA Members and the construction industry, especially with the current concerns about flammable cladding. The three major branches to this question are covered in this FAQ.
Download ASSDA Technical FAQ 11 (PDF)
Will stainless steel burn, and if it does, will it give off fumes or facilitate the spread of fire?
This question is readily answered because stainless steels are steels. It is recognised that steels do not burn and only start to melt at about 1400 oC. This means that stainless steels do not have a “fire  rating” as such, so the tests of AS/NZS 1530.3 (or the equivalent tests in BS 476) are not required.
rating” as such, so the tests of AS/NZS 1530.3 (or the equivalent tests in BS 476) are not required.
Heating in a fire will obviously have an appearance effect because, unlike the transparent nanometer-thick passive layer formed in moist air, stainless steels heated above about 300 oC in air discolour as they grow a less dense oxide layer. This develops from the rainbow colours seen beside welds to a dark and non-protective oxide layer whose thickness depends on the time of exposure and temperature reached. The street rubbish bin shown suffered from a fire but remained functional for almost a year (until the repair cycle reached it) with a decorative rainbow oxide. By way of comparison, powder coated bins would suffer from unsightly burn marks and corrosion.
For austenitic alloys such as 304 and 316, the temperature limits for lifetime section loss due to oxidation is about 870 oC (with temperature cycling) so they are routinely used in high temperature furnaces and ductwork. The current trend to apply decorative coatings to stainless steels would require an assessment to determine the combustibility, potential fumes and flame spread of the coating. Tests to AS/NZS 1530.3 would be appropriate.
Microstructural effects of a short-term heat cycle (less than a couple of hours of exposure, such as a fire) could include carbide precipitation (sensitisation) in an austenitic alloy which was not an L grade (i.e. carbon >0.03%). Duplex and weldable ferritic grades should not have sufficient carbon for sensitisation. Sensitisation would degrade the corrosion resistance but not affect mechanical properties. Both duplex and ferritic grades can suffer 475 oC embrittlement, however data produced by the International Molybdenum Association (IMOA) shows that this requires more than two hours in the 400 oC to 500 oC range for a 50% reduction in toughness. This duration is unlikely in most fires.
Will stainless steel provide a barrier to flames and if it does, how rapidly will the heat penetrate the barrier sufficiently to cause damage (usually a specific temperature rise) on the far side?
A satisfactory demonstration is supplied by reference BS 647 Part 22 tests carried out for a British Stainless Steel Association (BSSA) member, Stewart Fraser, who manufacture 316 framed doors which include a cavity filled with non-combustable boards. The results are given at www.bssa.org.uk/topics.php?article=106.
It showed slight discolouration and distortion on the flame impingement side with the sheltered side of the door reaching only 98 oC after 60 minutes. The test was continued for another 80 minutes without the failure of flame containment or subsequent opening of the door in its frame. Similar testing was carried out on a 1.5 mm thick 2304 duplex sheet fabricated into a simulated ship’s bulkhead with enclosed ceramic wool insulation. With a bright orange glow of an 1100 oC metal temperature on the flame side, the “safe” side reached 30oC after 40 minutes and 110oC after 60 minutes. The test was terminated after 120 minutes with containment still satisfying IMO resolution A518 (XIII).
What are the effects (both during and after an event) to the mechanical properties of stainless steel? How do these compare with structural carbon steels?
There are tests as well as a theoretical basis which demonstrate that both austenitic and duplex stainless steels have superior high temperature properties compared to carbon steel. The table below shows the deflection and failure modes of three metre long commercial electrical cable trays loaded to simulate actual loadings. They were heated with 18 LPG burners to obtain an average temperature of 1000 oC to 1050 oC for at least five minutes. [Nickel Institute Publication No. 10042].
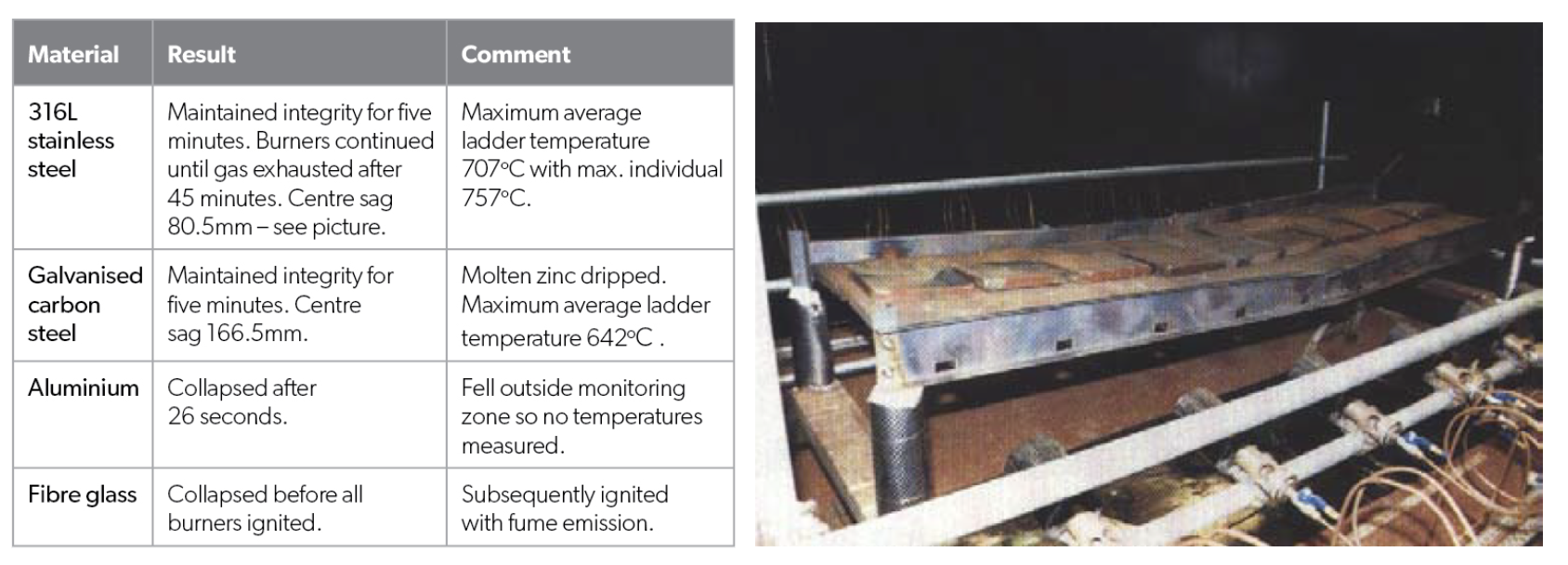
The publication also considers the life cycle costs (LCC) of the use of aluminium, galvanised steel or stainless steel for stairways, handrails, gratings and firewalls, as well as cladding for corridors and accommodation modules on North Sea platforms. Fire risk controls are obviously a major concern although corrosion resistance is also critical. On an LCC basis, stainless steel was most economical especially when its reduced requirement for maintenance periods were included.
In addition to the above testing in cable tray applications, substantial research and application work has since been carried out and codified. Installations include 2205 duplex hangers suspending the slab which forms the floor of the emergency ventilation duct in the CLEM7 tunnel in Brisbane [ISSF].
In short term fires such as on balconies or stairways, the temperature rise exposed to an ISO 834 fire temperature profile depends on thickness and emissivity. Polished stainless steels typically have low emissivity of <0.1 and hence a slower temperature rise. Conservatively, after 30 minutes a 12mm sheet of stainless steel with 0.2 emissivity would reach 620 oC whereas steel (with no rust) and 0.4 emissivity would reach 750 oC.
When considering strength and deflection, the metal temperatures in a conventional fire do not reach levels to anneal the material so any cold work strengthening will raise the temperature for a 50% strength reduction. In addition, as shown in the graph, the reduction in Young’s Modulus, i.e. deflection from a specific load, is less than that of carbon steel for temperatures above ~200 oC. By 600 oC the modulus retention for stainless steel is 0.75 compared to 0.3 for carbon steel, i.e. less than half the deflection for a given load.


In summary, stainless steel has substantial advantages in structural use when fire risk is considered, and these advantages continue into higher strength and lower deflections at elevated temperatures.
FAQ 10: Thermal Expansion and Design of Stainless Steel Fabrications
Either while being welded or glistening in the summer sun, the three major families of stainless steel behave differently to each other, carbon steels, aluminium and copper alloys because, as shown in the bar chart, the coefficient of thermal expansion and conductivity - and their ratio - varies.
Download ASSDA Technical FAQ 10 (PDF)
While alloys of copper and aluminium have equal or higher coefficients of expansion than austenitic stainless steels, it is the unique combination of high thermal expansion and low thermal conductivity that necessitates special precautions and procedures in the design and fabrication of the most commonly used 304/304L and 316/316L grades of austenitic stainless steel in structures and vessels. Information on handling other families of stainless steels is given in ASSDA’s Australian Stainless Reference Manual.
DISTORTION DURING WELDING
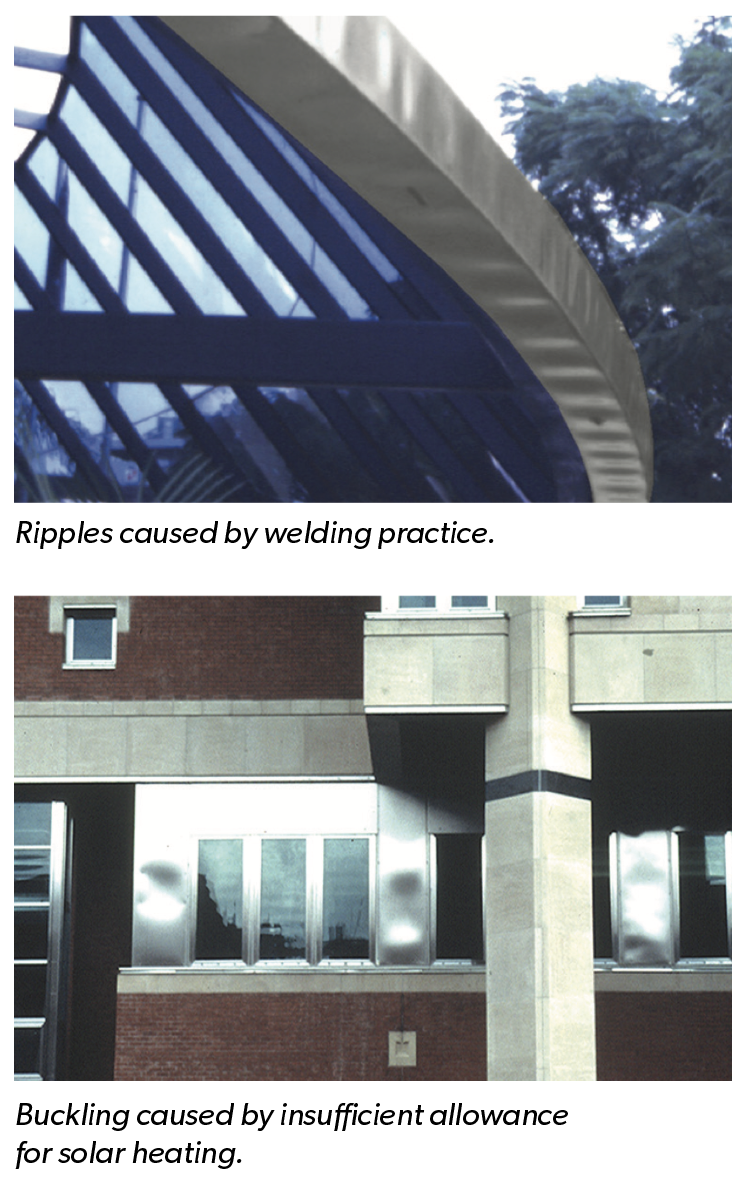
Failure to address thermal expansion and conductivity can result in severe distortion during welding, as differential expansion causes the heat generated by the welding process to remain localised, causing steep temperature gradients and high localised stresses or surface distortion. Standard welding procedures should be adopted to minimise heat build-up in the weld zone. These include using minimum amperage consistent with good weld quality and controlling interpass temperatures using guidelines provided in Table 5.10 of AS/NZS 1554.6. Clamping jigs with copper or aluminium backing bars as heat sinks on the welds may also be feasible. Other precautions to minimise distortion during welding include efficient jigging or the use of an ends and middle sequence of closely spaced tack welds rather than a straight run. The wrinkled guttering below illustrates the shrinkage problems of poorly planned welding.
The Design Manual for Structural Stainless Steel2 indicates that austenitic stainless steels suffer from the same types of distortion during welding as carbon steel, but the higher coefficient of expansion (17 μm/m°C versus 12 μm/m°C for carbon steel) and the lower thermal conductivity (approximately 30% of carbon steel) increase distortion of austenitic stainless steel weldments. Duplexes are between carbon and austenitic stainless steels in thermal expansion coefficient, but the thermal conductivity is similar to austenitics so heat control is still important. Ferritic stainless steels have similar thermal welding properties to carbon steel but require more skilled welders for metallurgical reasons.
The Design Manual also suggests that a number of additional actions can be considered by both the designer and the fabricator to minimise welding distortion and mismatches such as illustrated in the manifold. These include designing with symmetrical joints, designing to accommodate wider dimensional tolerance, reducing cross-sectional area of welds in thick sections (e.g. replacing Single ‘V’ preparation by Double ‘V’ or Double ‘U’), ensuring that good fit-up and alignment are obtained prior to welding, and using balanced welding and appropriate sequences such as ‘backstepping’ and ‘block’ sequences.
EXPANSION PROBLEMS AFTER INSTALLATION
Another problem arising from the high coefficient of expansion of austenitic stainless steels compared to plywood is differential expansion – although water uptake may also be an issue. In the illustrated case of stainless steel bonded to plywood by adhesive, a maximum length of 3 m is recommended to avoid failure of the adhesive bond during thermal cycling.
Another problem is when panels (even quite small ones) are in full sun and do not have expansion room for the movement since they were installed at (say) 20 °C to the 40 °C day plus 30° C overheated metal.
In architectural applications with long runs such as profiled roofing, expansion clips should be used to permit thermal movement without localised buckling and failures. As with other metal roofing and cladding systems with runs 3-9 m or longer, there are limits to the maximum width of formed profile for the thickness of stainless sheet used. The formed profile must have sufficient columnar rigidity and strength to transform thermal expansion stresses into sliding movement in the expansion clips. For longer runs, expansion joints should be provided every 7-12 m, with clearances of 6mm at vertical faces and 12 mm where a gutter end abuts a wall. The publication Stainless Steel in Architecture, Building and Construction - Guidelines for Roofs, Floors and Handrails3 illustrates roofing fixtures for roll-formed profiles and the traditional standing seam and batten roll types. In contrast, ferritic guttering and roofing have similar properties to carbon steels with about 62% of the expansion of an austenitic structure.
In stainless steel piping systems, thermal expansion stresses can cause rupture of the support points, buckling of the pipe, or breakage of equipment connected to the piping if the changes in dimensions are not absorbed by expansion joints or flexibility of the piping installation. The Piping Manual for Stainless Steel Pipes for Buildings4 provides a guide to assessing thermal stresses and reactions at supports and anchor points, as well as a guide to determining if the flexibility of piping can absorb its expansion. The latter involves an empirical formula which requires that the piping anchor points are at the pipe’s ends, the piping system has no branches, and there are no changes along the length of the pipe (e.g. diameter, thickness, material quality, temperature, etc.). If the flexibility cannot absorb the thermal expansion displacement, then expansion joints, flexible joints or ball joints should be used (after a computer stress analysis of the joint).
CONCLUSION
Thermal expansion and conductivity are critical determinants when designing and fabricating austenitic stainless steel products and are still important with duplex stainless steels. Early consideration of these elements will ensure a better and longer-lasting product, both aesthetically and structurally.

REFERENCES
- ASSDA's Australian Stainless Reference Manual.
See also: Avery, R.E. & Tuthill, A.H. (1992) Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services (Nickel Institute Publication No. 11007), and International Molybdenum Association (IMOA)'s Guidelines fo the Welded Fabrication of Duplex Stainless Steels, 3rd edition (2014). - Design Manual for Structural Stainless Steel, 4th edition (2017): www.steel-stainless.org/designmanual.
- Cochrane, D.J. (1994), Stainless Steel in Architecture, Building and Construction - Guidelines for Roofs, Floors and Handrails (Nickel Institute Publication No. 11013).
- Nickel Institute and Japan Stainless Steel Association (1987), Piping Manual for Stainless Steel Pipes for Buildings (Nickel Institute Publication No. 12008).
FAQ 9: Welding Dissimilar Metals
Welding the common austenitic stainless steels such as 304 and 316 to each other or themselves is routine and the easiest of fusion welding.
Nevertheless, there are many situations where it is necessary to weld stainless steel to carbon steel. Two common examples are balustrade posts attached to structural steel or doubler plates connecting supports to stainless steel vessels. There are differences in physical properties such as thermal conductivity and expansion, magnetic properties, metallurgical structure and corrosion resistance, which all require attention. This FAQ outlines the necessary procedures for satisfactory welding, including reference to standards, and explains the necessary precautions. Appendix H of AS/NZS 1554.6 has a more detailed technical discussion including advice on welding carbon steel to ferritic, duplex and martensitic stainless steels.
Download ASSDA Technical FAQ 9 (PDF)
WELDING PROCESS
The normal TIG and MIG welding processes are suitable for welding austenitics to carbon steel. As a guide, welding should be carried out at ambient temperature with no pre-heating required (except possibly for drying), unless the carbon steel has more than 0.2% carbon or a thickness of more than 30 mm and giving high restraint, in which case a preheat of 150 °C is usually adequate. Because carbon steels are susceptible to hydrogen cracking, the consumables and the weld area must be dry.
WELD AREA PREPARATION
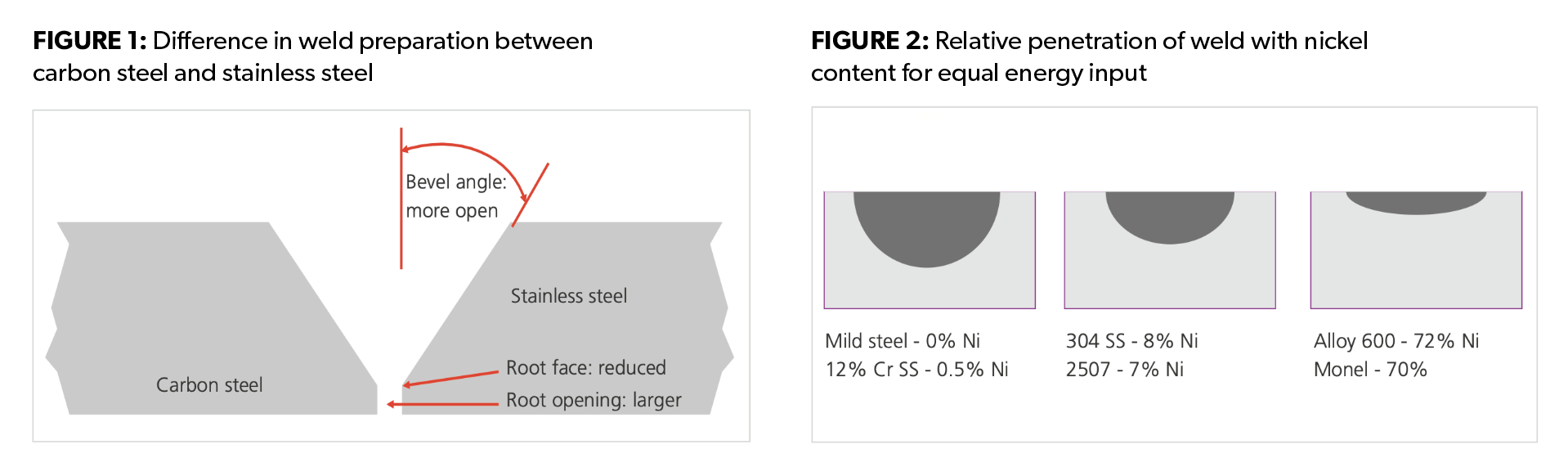
When welding galvanised steel (or steel coated with a zinc-rich coating) to stainless steel, it is essential to remove the zinc from the heated zone because it is possible to get zinc into the weld, which will cause liquid embrittlement and cracking along the zinc penetration line. It is possible that fume from the zinc coating will cause Occupational Health and Safety (OHS) problems. The weld areas of stainless steel must also be clean and free from grease or oil, as the contaminants will cause carbon pickup and possible sensitisation, leading to intergranular corrosion.
In addition, because the nickel content of the austenitics makes the weld pool more viscous, the weld preparation must be more open (see Figure 1) and the root gap larger to allow wetting. Consumables with added silicon (Si) also assist with edge wetting. An additional effect of the nickel content is that the penetration into the no-nickel carbon steel will be greater than into an austenitic stainless steel (see Figure 2).
WELDING CONSUMABLES (FILLER METAL AND GASES)
Carbon steel must not be welded directly to austenitic stainless steels as the solidified weld metal will form martensite, which has low ductility and which, as it contracts, is likely to crack. There is an easy way to select the higher alloy filler, which will dilute to give the correct austenitic microstructure with enough ferrite to avoid shrinkage cracks. Refer to Table 4.6.1 in AS/NZS 1554.6. Another way is to use a Schaeffler deLong diagram (see Figure 3) or the WRC 1992 diagram as described in Appendix H2 of AS/NZS 1554.6. The standard recommends that carbon steel to 304(L) uses 309L, and carbon steel to 316(L) uses 309LMo.
If nitrogen additions are used, care is required as it will decrease the ferrite content of the weld metal, which may cause hot cracking.
The shielding gas must not include the oxygen often used in carbon steel mixtures. If an active gas is desired, then low levels of CO2 can be used.
THERMAL EXPANSION
There is a degree of distortion inherent in welding a low thermal expansion carbon steel to a high thermal expansion austenitic stainless steel. The expansion coefficient for mild steel is approximately 12 compared to 17 μm/m/°C for stainless steel in range 0 – 300 °C. There is also the difference between the good heat conduction of the carbon steel compared to the poor heat conduction of the stainless steel (49 to 15 W/m°K at 200 °C respectively), which means that the stainless steel will cool (and contract) more slowly than the carbon steel, especially if the welded sections are thick.
To control distortion, the heat input should be minimised and the joint tacked before making the full weld run. One trick is to tack the ends, centre, 1/4 points and possibly 1/8 points in that order. Heat input and interpass temperature recommendations for stainless steel welding are given in section 5.10 of AS/NZS 1554.6.
POST WELD CLEANING
After welding, clean the weld area to remove slag and heat tint to examine the weld integrity and also to allow the metal to be painted. If possible, blast the weld area with iron free grit but if that is not possible, grind along the weld line to avoid dragging carbon steel contamination onto the stainless steel. ASTM A380 has recommendations for passivation solutions for mixed mild and stainless steel welds. The formulations include peracetic acid and EDTA (ethylenediaminetetraacetic acid), but mechanical cleaning alone is the most common method.
CORROSION PROTECTION
It is assumed that the carbon steel will be painted for corrosion protection. When a barrier or insulating coating is used for painting the carbon steel, carry the paint onto the stainless for up to 50 mm (depending on the environment’s corrosivity) to cover the stainless steel that has been heat affected. Figure 4 shows a carbon-to-stainless steel weld with an inadequate coating. Normally in a stainless-to-stainless weld, the welded fabrication would be acid-pickled and passivated using a hydrofluoric/nitric acid mixture, but this is clearly not possible for a carbon steel to stainless steel fabrication because of the corrosive effect on the carbon steel. If the weld zone is to be exposed to corrosive conditions, and it is intended to use a zinc-rich final coating on the carbon steel, a stripe coating of a suitable barrier paint is required along the edge of the zinc coating to avoid possible galvanic dissolution of the zinc coating adjacent to the stainless steel.
STAINLESS CLEAN UP
Quite apart from any weld to carbon steel, the stainless steel away from the weld area must be protected from contamination during fabrication. This includes weld spatter, carbon steel grinding debris and smearing of carbon steel on the stainless caused by sliding contact between carbon and stainless steels. If contamination occurs, then it must be removed either by mechanical means, followed by use of a nitric acid passivation paste or by the use of pickling and passivation paste. Passivation paste will not affect the surface finish of the stainless steel, whilst pickling and passivation paste will etch the stainless steel. All acids must be neutralised and disposed of according to local regulations. The surfaces must also be thoroughly rinsed after the acid processes.

FURTHER READING
- Nickel Institute Publication No. 14018, Guidelines for Welding Dissimilar Metals.
- Nickel Institute Publication No. 11007, Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services.
- International Molybdenum Association (IMOA)/Nickel Institute, Practical Guidelines for the Fabrication of Duplex Stainless Steels (3rd edition).
- International Stainless Steel Forum (ISSF), The Ferritic Solution (page 36) deals generally with welding ferritic stainless steels.
- AS/NZS 1554.6:2012 Structural steel welding - Part 6: Welding stainless steels for structural purposes.
- Herbst, Noel F., Dissimilar Metal Welding © Peritech Pty Ltd 2002 (available for download from here).







ASSDA - Supporting You
ASSDA’s activities focus on networking, promotion, education, accreditation, standards development and problem-solving. View the Association's history of achievements and milestones in supporting the Australian stainless steel industry here.
160+
Member Organisations
100+
Publications
8,775+
Stainless Steel Specialist
Course enrolments
Check out our services
Stainless Steel Specialist Course
An online educational tool designed to improve your knowledge of stainless steel, its properties, performance and uses. Consisting of 17 challenging and rewarding modules, the course delivers a standard level of knowledge and qualification across the industry.
Learn moreASSDA webinars
ASSDA's webinar program was introduced in late 2014, providing educational presentations on various stainless steel topics for Members, the specifying community and the stainless steel industry as a whole.
Learn moreTechnical inquiries
ASSDA's Technical Support Service represents a significant asset to the local stainless steel industry, providing excellent and timely advice for the successful use of the product.
Learn moreASSDA resources
ASSDA delivers a strong publications and training program with a range of titles available to participants in the stainless steel industry.
Learn moreLatest Blog Articles








