Mirror polished surfaces, as the name implies, have a bright reflective surface which give a mirror like image. They are the most labour intensive mechanically finished surface with an obvious impact on cost and time of production. As flat product, mirror finishes are produced by post mill abrasive polishing of either hot rolled or cold rolled sheet or strip.
Although mirror finishes are only defined in standards for flat products, it is also possible to generate a mirror polish on surfaces where there is sufficient access for the grinders and polishing mops. The exception to this is materials with large or variable microstructures such as some castings or heavily cold worked items or welds. In these cases, it may not be possible to obtain a mirror surface with a clear image or a uniform lustre.
Mirror polished surfaces are produced by grinding with successively finer abrasives where the next grit size is not selected until all the scratches produced in the previous stage have been removed. The surface is then buffed with “mops” (which may be soft or hard) and sticks compounded with binders and rouge of whose particle size depends on the required finish.
The buffering stage does not remove much material and, if there are scratches from earlier grinding stages, they will show up as rounded furrows. Contamination with a larger grit particle will give isolated, but very unsightly, scratches. A mirror finish is the only one that will produce a clear image of its surroundings. Finishes such as the cold rolled BA or an electropolished 2B or even a No 4 finish with a very low Ra that is then electropolished, will be brilliant and reflective but they will not form a sharp reflected image.
Specifications
Both ASTM A480 and EN10088-2 include mirror finish specifications called No 8 and 2P respectively. Mirror finish is described as a non-directional finish which is reflective and has good image clarity. The surface will be essentially free from grit lines due to the initial grinding stages but there will be visual differences between surfaces produced by different suppliers to these specifications.
For mirror finishes, requiring that the surface has a specific surface roughness (Ra) is not very useful. Gloss measurements are a useful technique on o at surfaces especially if both diffuse and specular reflection are measured. Not surprisingly, diffuse reflectance is always higher. If a higher level of confidence is required for critical applications, then agreement on comparison with a finished sample in agreed conditions is recommended. It is the most reliable method of detecting random scratches.
Applications and Limitations
Mirror finish is most widely used for plates in presses, on the interior surface of moulds and also for small mirrors, reflectors and architectural panels.
The two primary limitations are: the most commonly used grades (304 and 316) are quite soft so that any cleaning process must avoid scratching the surface with residual dust or applied cleaning compounds, and large flat areas of mirror polish throw scratches, grease or dirt markings into sharp contrast.
The first limitation is overcome by careful cleaning protocols using adequate water rinsing. The effect of random marks and scratches is reduced if the surface is corrugated at the macro level described below when using surfaces that are texturised (single sided deformation) or embossed/rigidised (through thickness deformation). However, while mirror sheet may be profiled, it is more common to apply profiling treatments to cold rolled sheet.
Profiled or Patterned Surfaces
EN10088-2 uses categories 1M and 2M for sheet material that has been patterned on one side only. The 1M group applies to hot rolled base materials while the much more common 2M applies to cold rolled base materials, usually with a 2B, 2D or 2R (BA) finish. In corrosive environments it is essential to orient the pattern to allow free drainage.
Through thickness deformation
EN10088-2 lists 2W for cold rolled sheet that has been cold rolled into a through thickness corrugated pattern. The cold work strengthens the sheet and may permit the use of thinner sheet. The rigidity also helps control oil-canning, i.e. local buckling caused by thermal expansion during fixing or temperature changes during the year or day. The surfaces are often described as embossed or rigidised.
Coloured Stainless Steel
Stainless steel can be painted provided that the surface is scrupulously clean and has sufficient profile to mechanically anchor the paint. Using a stainless steel base metal offers the advantage that, even if the coating is damaged, any rusting is superficial and will not lead to long term structural failure as has occurred when protective coatings fail on steel or aluminium structures.
However, painted organic coatings are clumsy means of colouring stainless steel. If it is simply to be blackened, then the molten sodium dichromate process or a hot sulphuric acid treatment or even an electrodeposited and baked organic coating could offer greater durability. Other colours are offered by an electrochemical deposition process that deposits and hardens an enhanced oxide film on the stainless steel although usually only on 304. The colour depends on the thickness of the oxide and progresses from blue to gold to mauve and green with time of exposure.
The colour is similar to the interference colours in an oil slick or soap bubble with interference between the light reflected from the top of the oxide and base metal. In theory the colouring could be reproduced on any simple shape but in practice, it is only available on sheets. The coated sheets may be deep drawn, formed, bent and fixed mechanically but welding destroys the coloured film. While the oxide film is harder and more resistant to scratching than the basic 304 substrate, it is still susceptible to mechanical damage and so is not suitable in areas subject to heavy traffic. Corrosion tests on blue coatings on 304 showed slightly improved resistance to atmospheric and acidic chloride exposure over the resistance of 304.
A crevice is a narrow gap between a piece of metal and another piece of metal or tightly adhering material like plastic or a film of bacterial growth.
Many metals and alloys are susceptible to crevice corrosion, but in stainless steel, crevices are the first and most common place for corrosive attack to begin. With a little understanding, crevice corrosion can either be avoided or minimised.
Crevices can be:
- The space under a washer or bolt head.
- The gap between plates bolted together.
- The gap between components intermittently welded.
- The space under a sticky label.
- The space between a gasket and the metal in a flange (especially if the gasket is absorbent).
- Any other tight gap.
Crevices can be designed into the structure, they can be created during fabrication or can occur during service.
Prevention measures should therefore also aim at design, fabrication and service.
Why crevices can corrode
To work at its best, stainless needs free access to oxygen. Crevices are wide enough to permit entry of moisture, but narrow enough to prevent free circulation.
The result is that the oxygen in the moisture is used up. In addition, if chlorides are present they will concentrate in the stagnant conditions and, by a combination of reactions, the moisture can become acidic.
These are all conditions that can lead to the breakdown of the passive film on the stainless. Attack can then progress rapidly.
Crevices can create conditions much more aggressive than on adjacent surfaces. Having crevices builds in weak spots where attack can begin and begin in much less severe conditions than anticipated for the remainder of the structure.
Table one shows laboratory measurements of critical temperatures needed to cause pitting on an open surface (CPT) and crevice (CCT) attack of a metal plate beneath a PTFE washer in a 10% ferric chloride solution.
The CCT is at least 20 degrees C lower than the temperature to cause pitting corrosion in this aggressive liquid. (Ferric chloride solution is an aggressive corrodent and is used because it is similar to the liquid in a pit when it is actively corroding.)
| TABLE 1: CRITICAL TEMPERATURES REQUIRED TO CAUSE PITTING | |||||
| ALLOY | 304 | 316 | 904L | DUPLEX 2205 | SUPER DUPLEX 2507 |
| CCTºC | <-10 | -10 | 12 | 13 | 38 |
| CPT°C | 3 | 10 | 42 | 33 | 78 |
Factors influencing crevices:
Crevice Shape
The geometry of the crevice will influence its susceptibility to attack and the speed of progress. The narrower and deeper (relative to its width) a crevice is the worse attack will be.
Metal to flexible plastic crevices tend to be narrower than rigid metal to metal gaps so metal to plastic joints provide more aggressive crevices.
Environment
The more aggressive the liquid outside the crevice, the more likely it is that the crevice will be attacked.
This is why crevice attack can be a problem in a salty swimming pool but not in a fresh water tank.
In the atmosphere, crevices beside the sea give more problems than in rural environments. If the liquid outside the crevice is very oxidising, eg with bleach, hydrogen peroxide or ozone, then crevice attack will tend to be more severe.
Temperature
Once the CCT is exceeded, then as with pitting corrosion, higher temperatures mean corrosion is more rapid. The rule of thumb is that a 10 degress C rise in temperature will double the corrosion rate.
This means that when comparing Far North Queensland to Tasmania, not only are crevices more likely to start corroding but also that once they do, they will corrode faster because the temperature is consistently higher.
Alloy Resistance
Using a more corrosion resistant alloy gives less crevice attack. For example, in seawater at ambient temperature, crevices will form on 304 if there is a 0.9mm gap, on 316 if there is a 0.4mm gap and on 904L (similar corrosion resistance to 2205) if there is a 0.15mm gap.
Minimising the risk of crevice corrosion
Good design, fabrication and operating practices will anticipate and hence minimise crevice corrosion.
Design
Design to minimise the occurrence of crevices. If a crevice is a necessary part of a component's design - can it be made wider?
Full penetration butt welds are best for joints. Seal lap joints and avoid gaps between pipes and fittings.
Minimise use of bolted connections and other fasteners. Where crevices can't be avoided use a steel grade resistant to crevice corrosion in the operating environment. It is also possible to seal the crevices to keep out corrosive liquids, but care must be taken that the seal is permanent.
Be careful that the sealant 'wets' the surface. If it doesn't it may form its own crevice. Sealants that dry and shrink can form their own crevices.
Gaskets between flanges will probably form a slight crevice, but if the gasket does not absorb the liquid and is compressed between the surfaces (and not bulging around the flange), then the crevice is usually shallow enough so that crevice corrosion is not a problem.
Fabrication
Ensure full root penetration of welded joints with smooth weld bead. Avoid under cut and cracks in welding. Use of sticky labels or markers of various kinds (such as crayons) should be avoided, as should smears of grease or oil.
'Smooth and clean' at all times. ASSDA Accredited Fabricators are assessed on their knowledge of crevice corrosion.
Operation
Sediment and scale can both result in crevices. If the problem can't be designed out, routine maintenance will minimise risk. Crevice corrosion under bacteria film can occur. Maintaining circulation reduces the risk that debris will collect and form crevices in dead legs or low flow areas.
| DEFECTS WHICH FORM CREVICES | |
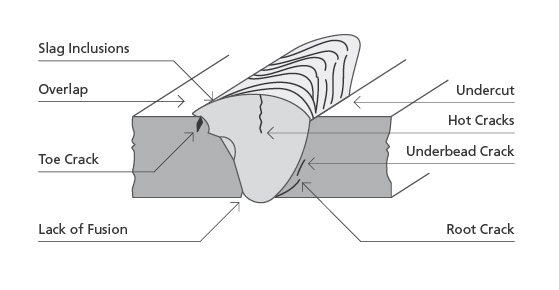 |
Typical defects around a weld (Weld Australia) |
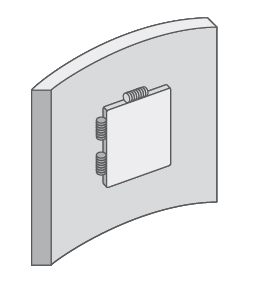 |
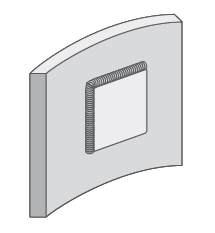
Reinforcing pad, staggered welds - adequate strength |
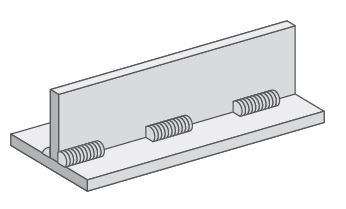 |
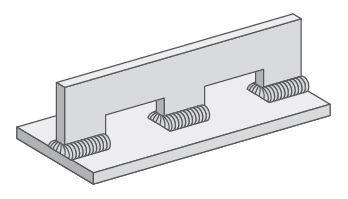
Staggered fillets - severe crevice with heat tint |
|
CREVICE FREE FABRICATION |
|
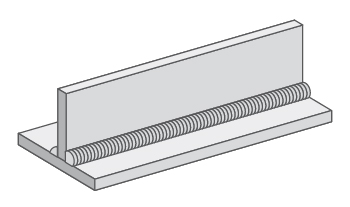 |
Continuous fillets both sides - crevice sealed |
 |
Complete seal - either all weld or part weld and filler |
 |
Avoiding crevice completely |
Further Reading
The Nickel Institute's free publication #11021 'High Performance Stainless Steels' contains much of the information used in this article.
This publication and a mathematical model useful for assessing crevice corrosion risk can be downloaded from the Nickel Institute website - www.nickelinstitute.org.
If more detailed corrosion mechanism information is required, then 'Corrosion of Stainless Steel' by A. John Sedriks is a good intermediate point.
Credits
The Australian Stainless Steel Development Association (ASSDA) would like to acknowledge the contribution of the following Technical Committee members for their contribution to the production of this article.
- Richard Matheson - Executive Director, ASSDA
- Graham Sussex - Technical Specialist, ASSDA
- Peter Moore - Technical Manager, Atlas Steels
This article featured in Australian Stainless magazine - Issue 29, September 2004.
Errors in stainless steel fabrication can be expensive and difficult to resolve. So a 'Get it right the first time' approach to stainless fabrication is necessary to gain the best result. Check the ASSDA website regularly for a local Stainless Steel Specialist.
ASSDA Accredited Fabricators - Ensuring the Best Result
ASSDA Accredited Fabricators are companies and individuals that have a common understanding of successful technical practices for fabricating stainless steel.
To ensure the highest standard in quality, Accredited Fabricators belong to the ASSDA Accreditation Scheme, an ASSDA initiative that is intended to achieve self regulation of the industry, for the benefit of both industry members and end users.
The Accreditation Scheme criteria requires all fabricators to conform to stringent standards of competence, training and education, personal and professional conduct, adhering to a Code of Ethics and a Code of Practice, and committing themselves to continuing competency development.
The Scheme gives owners and specifiers of stainless steel greater certainty that fabrications using stainless steel will be performed by technically competent industry specialists.
Common Traps to Avoid
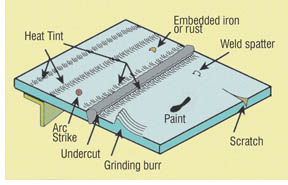
Surface damage, defects and contamination arising during fabrication are all potentially harmful to the oxide film that protects stainless steel in service. Once damaged, corrosion may initiate. Common causes of surface damage and defects during fabrication include:
Scratches and Mechanical Damage
Scratches and gouges form crevices on the steels surface, allowing entrapment of process reactants or contaminants, providing ideal locations for corrosion. Scratches may also contain carbon steel or other contaminants embedded by the object that caused the scratch.
Scratches will also raise customer concerns in situations where appearance is important. Mechanical cleaning is the most effective way to remove them. Prevention would be better.
 Surface Contaminants
Surface Contaminants
Common contaminants likely to attack stainless steel include carbon steel and common salt. Dust and grime arising during fabrication may contain these contaminants and should be prevented from settling on stainless steels.
Oil, grease, fingerprints, crayon, paint and chalk marks may also contain products that can provide crevices for localised corrosion and also act as shields to chemical and electrochemical cleaning. They should be removed.
Residual adhesives from tape and protective plastic sometimes remain on surfaces when they are stripped. Organic solvents should remove soft adhesive particles. If left to harden, adhesives form sites for crevice corrosion and are difficult to remove.
The most frequently encountered fabrication problem is embedded iron and loose iron particles, which rapidly rust and initiate corrosion. Other common sources of contamination are abrasives previously used on carbon steel, carbon steel wire brushes, grinding dust and weld spatter from carbon steel operations, introducing iron filings by walking on stainless steel and iron embedded or smeared on surfaces during layout and handling. All should be avoided.
Welding
The high temperature characteristics of welding can introduce surface and other defects which must be addressed.
Undercut, spatter, slag and stray arc strikes must be minimised as they are potential sites of crevice corrosion. General cleanliness and removal of potential carbon contaminants such as crayon marks, oil or grease is important in obtaining good weld quality. It is also important to remove any zinc that might be present.
Heat Tint and Scale
Heat tint and scale occur when stainless steel surfaces are heated to moderately high temperatures in air (3500C+) during welding.
Deleterious oxides of chromium may develop on each side and on the under surface of welds and ground areas. These oxides lower the corrosion resistance of the steel and during their formation the stainless steel is depleted of chromium. The oxidation and the portion of the underlying metal surface with reduced chromium should all be removed by mechanical, chemical or electrochemical means to achieve the best corrosion resistance.
Distortion
Stainless steel has a relatively high coefficient of thermal expansion coupled with low thermal conductivity, at least compared with carbon steel. So, stainless steel expands rapidly with the input of heat that occurs during welding and the heat remains close to the heating source. Distortion can result. Distortion can be minimised through using lowest amperage consistent with good weld quality, controlling interpass temperatures and using controlled tack welding, clamping jigs with copper or aluminium backing bars as heat sinks on the welds.1
 Removal of Surface Contamination
Removal of Surface Contamination
There are three methods of repairing the surface of stainless steel.
Mechanical Cleaning
Wire brushing should only be done with stainless steel bristles that have not been used on any other surface but stainless steel. Clean abrasive disks and clean flapper wheels are commonly used to remove heat tint and other minor surface imperfections. Also effective is blasting with stainless steel shot, cut wire or new, iron-free sand (garnet is a common choice).
Chemical and Electrochemical Cleaning
Embedded iron, heat tint and some other contaminants can be removed by acid pickling, usually with a nitric-hydrofluoric acid mixture or by electropolishing. These processes remove, in a controlled manner, from the affected areas, the dark oxide film and a thin layer of metal under it, leaving a clean, defect-free surface. The protective film reforms after exposure to air.
Passivation
Passivation involves treating stainless steel surfaces with, usually, dilute nitric acid solutions or pastes. This process removes contaminants and allows for a passive film to be formed on a fresh surface, following grinding, machining etc.
Care must be taken. Nitric acid treatments will remove free iron, but not iron oxide contaminants. Passivating, unlike pickling, will not cause a marked change in the appearance of the steel surface.
Installation
Stainless steel is best installed last to avoid damage during construction. Also, careful storage and handling including protective coating films are required prior to and during installation to minimise risk of damage to the stainless steel structure.
A primary goal of the stainless steel industry is to have finished products put into service in a 'passive' condition (free of corrosive reactions). Stainless steel is a robust and relatively forgiving material, but adherence to informed, good practice will ensure satisfaction for customers and suppliers alike.
Understanding stainless steel is important to its successful application. Ask your stainless steel representatives whether they have successfully completed ASSDA's Stainless Steel Specialist Course. Their commitment to product knowledge will be your key to success.
References
1. NI & Euro Inox (1994) Design Manual for Structural Stainless Steel NI Ref. No. 11 013
Resources
- AS 1554.6 'Welding Stainless Steel for Structural Purposes'
- Australian Stainless Reference Manual, ASSDA
- Stainless Fabrication Group, New Zealand, 'Code of Practice for the Fabrication of Stainless Steel Plant and Equipment'
- Nickel Institute (NI) 'Cleaning Stainless Steel Surfaces Prior to Sanitary Service'
- ASSDA - www.assda.asn.au
- BSSA - www.bssa.org.uk
- Nickel Institute - www.nickelinstitute.org
ASSDA acknowledges the assistance and contribution of Mr Peter Moore, Technical Services Manager of Atlas Steels in the production of this article. Photographs courtesy of Peritech and Outokumpu.
Stainless steel can corrode in service if there is contamination of the surface. Both pickling and passivation are chemical treatments applied to the surface of stainless steel to remove contaminants and assist the formation of a continuous chromium-oxide, passive film. Pickling and passivation are both acid treatments and neither will remove grease or oil. If the fabrication is dirty, it may be necessary to use a detergent or alkaline clean before pickling or passivation.
Pickling
Pickling is the removal of any high temperature scale and any adjacent low chromium layer of metal from the surface of stainless steel by chemical means.
Where the steel has been heated by welding, heat treatments or other means, to the point where a coloured oxide layer can be seen, there is a chromium depleted layer on the surface of the steel underneath the oxide layer. The lower chromium content gives lower corrosion resistance. To restore the best corrosion resistant performance, the damaged metal layer must be removed, exposing a fully alloyed stainless steel surface. Mechanical removal may leave abrasive or other particles embedded (interfering with corrosion performance) or may be impractical, so chemical means are usually employed.
Procedures incorporating pickling solutions of nitric (HNO3) and hydrofluoric (HF) acids remove the scale and the underlying chromium depleted layer and restore the corrosion resistance. Pickling solutions also remove contaminants such as ferrous and ferric oxide particles. Pickling solutions other than mixtures of nitric and hydrofluoric acids exist and can be used for specialised applications.
Pickling pastes, where the solution is mixed with an inert carrier, are commonly used to treat selected areas such as welds.
Pickling involves metal removal and a change or dulling in the visual brightness of the metal.
Electropolishing is a useful alternative to pickling. Metal removal is achieved, but usually results in a bright, smooth and more highly corrosion resistant finish.
Passivation
Passivation is the treatment of the surface of stainless steels, often with acid solutions (or pastes), to remove contaminants and promote the formation of the passive film on a freshly created surface (e.g. through grinding, machining or mechanical damage).
Common passivation treatments include nitric acid (HNO3) solutions or pastes which will clean the steel surface of free iron contaminants. Care must be taken in selecting and using passivation treatments to ensure the selected treatment will target the contaminant. Passivation will also aid in the rapid development of the passive oxide film on the steel's surface. Passivation does not usually result in a marked change in appearance of the steel surface.
Both pickling and passivation solutions can employ dangerous acids that can damage both the operator and the environment if not handled correctly. Stainless pickling acids are highly corrosive to carbon steel.
It is essential that all acids are thoroughly removed by rinsing the component after completing the process. Residual hydrofluoric acid will initiate pitting corrosion.
It may be advantageous to neutralise the acid with an alkali before the rinsing step.
ASTM A380 Standard Practice for Cleaning, Descaling and Passivation of Stainless Steel Parts, Equipment and Systems is a valuable source of information on pickling and passivation treatments. Other sources of information may be obtained by contacting ASSDA.
The corrosion resistance of the stainless steel is affected by the roughness of the surface after polishing, with a marked decrease of the corrosion resistance as the surface roughness increases above a Ra value of about 0.5 micrometres. This roughly corresponds to the surface produced by grinding with 320 grit abrasives.
Either passivation or electropolishing can be used to improve the corrosion resistance of mechanically polished surfaces.
Safety
Pickling and passivation use strong acids, and normal precautions for safety should be followed. Consult Materials Safety Data Sheets and product packaging for detailed advice.
Further sources of information on both pickling and passivation can be obtained by contacting ASSDA.
No 4 finish stainless steel is the workhorse of the light fabrication industry. The easiest of the finishes to maintain, No 4 finish is used for work surfaces, handrails and where appearance is important.
A 'No 4' surface is produced by cutting the surface with abrasive belts to remove a very small amount of metal without affecting its thickness.
For architects and designers, No 4 finish gives low gloss and best apparent flatness of panels. For fabricators, the No 4 finish is directional, allowing easy matching of surfaces and refinishing of welds. For end users, the surface can be repaired to remove any service damage.
No 4 finish is duller than the other common finishes, 2B and BA and is generally used where lower reflectivity or gloss is required and where welds and other fabrication marks are to be refinished to match the original surface. This is not possible with 2B and difficult with BA.
Abrasive belts have very fine grains of refractory material such as silica, alumina and zirconia embedded in an adhesive layer on a flexible cloth or paper backing. The belts are wider than the stainless steel, which is usually worked on as coil, or sometimes in individual sheets. The steel is run slowly under rolls, on which the abrasive belts run.
The polishing machines at stainless steel mills lubricate the cutting action by flooding the strip with oil. This helps to keep it cool, and gives a finer, more uniform surface.
The variability of the process means not every No 4 finish looks the same, even from the same source. Different manufacturers use belts with different combinations of grit sizes, and the finish can vary through the life of a set of belts.
Where it is important that the appearance of material matches on a job, it should all be taken from the same pack of sheets, used sequentially and in the same orientation. A reasonable match in appearance can be achieved more readily with No 4 finish than with 2B or BA mill finishes.
 |
 |
 |
| No 4 Finish | 2B Finish | BA Finish |
Standards
Until recently, standards defined No 4 finish in terms of the coarseness of the abrasives used to produce a general purpose finish widely used for restaurant equipment, kitchen equipment, shopfronts and food processing. New editions of the American and European standards define limits of surface roughness achieved.
Finishes produced by use of abrasives may be called ground or polished or abraded or linished. These words describe a process and do not specify the end result.
ASTM A480 defines No 4 finish simply as, “General purpose polished finish, one or both sides”. It also states, “No. 4 - A linearly textured finish that may be produced by either mechanical polishing or rolling. Average surface roughness (Ra) may generally be up to 25 micro-inches (0.64 micrometres). A skilled operator can generally blend this finish.”
The practice in Australia is only to use 'No 4' as a description of a polished finish and it is not a rolled finish. The European standard, EN10088-2, defines two finishes, '2J' and '2K'. There is no prescription of the appearance or roughness of the '2J' finish, but '2K' is defined as surface Ra below 0.5 micrometres. The notes state, ”Additional specific requirements to a 'J'-type finish, to achieve adequate corrosion resistance for marine and external architectural applications.”
 |
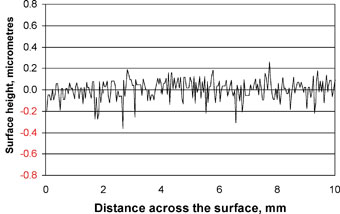 |
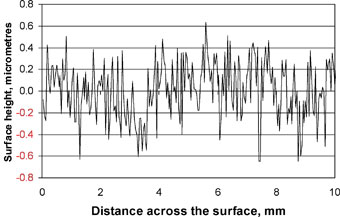
| Figure 1: Surface trace of a typical No 4 finish (Ra = 0.41 micrometres) |
Figure 2: Surface trace of a typical 2B finish (Ra = 0.20 micrometres) |
The surface traces of Figures 1 and 2 show comparisons between typical No 4 and 2B finishes. Unlike a 2B finish which is generally rougher on thicker coil, the roughness of No 4 does not vary with the steel thickness.
While Ra can be specified to give better control of the corrosion properties of the surface, it correlates only moderately with appearance and is also difficult to measure reproducibly.
Gloss is the amount of light reflected whether specular (mirror like) or diffuse. It is moderately correlated with appearance and with surface roughness, but can also have problems when used for specification.
Neither Ra nor gloss are suitable for specification for critical jobs in architecture. Two finishes with the same Ra can look substantially different, as can finishes with the same gloss level.
For critical jobs appearance is best specified using reference samples viewed under agreed conditions. These should be large enough that they can be viewed from a variety of angles and distances - appearance can vary with viewing angle.
Corrosion Resistance
The corrosion resistance of a No 4 finish is usually lower than that of a mill finish (BA or 2B) on the same grade.
The surface scratches or grooves produced by abrasion expose sulphide inclusions, which are always present in all steels, and can act as a catalyst for corrosion.
The passive surface layer is more likely to be disrupted somewhere on the vastly increased surface area with all its sharp peaks and deep valleys. It is difficult to keep the surface clean when there are intersecting valleys, torn metal flaps or peaks that have been folded over.
Corrosion resistance may be reduced depending on the stainless steel grade used. By using grade 316 with a No 4 finish in aggressive environments, the corrosion resistance is negated and may be less than on 304 with a 2B or BA finish.
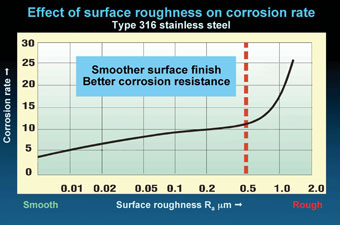 |
| Figure 3: The acceleration of the corrosion of the surface at Ra above 0.5 micrometres is apparent. |
Figure 3 shows the results of electrochemical tests for corrosion of a polished surface. Corrosion resistance of a smooth surface can be better than the corrosion resistance of an abraded surface of a more highly alloyed grade.
The orientation of the No 4 finish is also important. When the lines on the surface are vertical, drainage is easier and corrosion resistance is better than when the lines are horizontal.
The reduced corrosion resistance of the No 4 finish is not likely to be of concern in mild applications such as food preparation and display. However, in more aggressive conditions such as marine and industrial atmospheres it is important to be aware of the reduced corrosion resistance of No 4 finish and to take steps to improve the resistance.
Corrosion resistance of No 4 finish can be improved by pickling the surface in a mixture of hydrofluoric and nitric acids, or passivating in a nitric acid solution.
The passivation treatment dissolves the sulphide inclusions in the surface, but doesn't change the appearance of the surface. The pickling treatment is more aggressive and removes both the sulphide inclusions and some of the rougher parts of the surface, dulling the appearance.
Unfortunately it is almost impossible to achieve a uniform finish, and it is rarely practical to pickle for better corrosion resistance. Passivation is often used. ASTM A967 “Chemical Passivation Treatments for Stainless Steel Parts” specifies a number of treatments with various acid strengths, temperature and contact time.
Electropolishing the surface can also improve the corrosion resistance and brighten the surface. The peaks on the surface are smoothed, reducing the Ra value and increasing the reflectivity or gloss. The sulphide inclusions may also be removed or reduced.
Protection of the Surface
No 4 finish is usually supplied with a protective plastic film of white polyethylene, which often has printed lines on the plastic in the same direction as the No 4 polish.
It is best to keep the film on the surface of the steel during fabrication, to prevent handling and transport damage. The film has limited resistance to sunlight, and should not be left on the steel in the sun for more than a week or two - an hour or two if the film isn't black underneath. The film may bake onto the surface and either become brittle or tear into strips on removal, or leave the glue on the steel surface.
Glue on the steel will trap dirt, and may cause rapid surface discolouration or tea staining. If it is suspected there is residual glue on the steel, swab the surface with a solvent such as Methyl ethyl ketone (or MEK - a solvent) available from panel beaters suppliers. You may need to test other solvents, depending on how the glue has polymerised.
The water break test tells you the surface is clean - clean water dries as a film, doesn't stand in bubbles on the surface. A final wipe with a glass or window cleaner will ensure a streak free finish.
Cleaning
No 4 finish can usually be kept clean by wiping down with a damp soft clean cloth. For grease, moisten the soft cloth with ammonia solution, or with one of the household liquid grease removers. Very hot water is also quite effective.
Wiping should always be in the direction of the polishing lines. Some No 4 finishes can pull threads and fluff from the cloth which are very hard to get off the steel.
Abrasive cleaners and materials such as Scotchbrite™ should never be used as these will change the appearance of the surface. If you want to change it, try an inconspicuous area, then treat the whole surface - but it's difficult to get it uniform.
There are also white powder stainless steel cleaners (Clark and Esteele), made of sulphamic acid, which can be wiped over the surface on a damp rag to brighten it - test an inconspicuous area first. Fingerprints can be made less obvious by applying a light oil to the surface. There are many proprietary products available, usually labelled 'stainless steel cleaner'. Choose an oily one, although it will tend to trap dust.
This ASSDA technical article was written by Dr Alex Gouch, Development and Technical Manager of Austral Wright Metals. ASSDA acknowledges the assistance and contribution of Mr Peter Moore, Technical Services Manager of Atlas Steels and Dr Graham Sussex, ASSDA Technical Specialist in the production of this article.
This article featured in Australian Stainless magazine - Issue 36, Winter 2006.







ASSDA - Supporting You
ASSDA’s activities focus on networking, promotion, education, accreditation, standards development and problem-solving. View the Association's history of achievements and milestones in supporting the Australian stainless steel industry here.
160+
Member Organisations
100+
Publications
8,775+
Stainless Steel Specialist
Course enrolments
Check out our services
Stainless Steel Specialist Course
An online educational tool designed to improve your knowledge of stainless steel, its properties, performance and uses. Consisting of 17 challenging and rewarding modules, the course delivers a standard level of knowledge and qualification across the industry.
Learn moreASSDA webinars
ASSDA's webinar program was introduced in late 2014, providing educational presentations on various stainless steel topics for Members, the specifying community and the stainless steel industry as a whole.
Learn moreTechnical inquiries
ASSDA's Technical Support Service represents a significant asset to the local stainless steel industry, providing excellent and timely advice for the successful use of the product.
Learn moreASSDA resources
ASSDA delivers a strong publications and training program with a range of titles available to participants in the stainless steel industry.
Learn moreLatest Blog Articles








