Comparison of Stainless Steel and Galvanised Steel
in General Applications
PROPERTY |
STAINLESS STEEL (316) |
GALVANISED STEEL |
COMPARISON |
Mechanism of protection |
A protective oxide layer which self-repairs in the presence of oxygen, granting long-term corrosion resistance. | A protective zinc coating is applied to the steel during manufacturing. When damaged, surrounding zinc cathodically protects the exposed steel. | The stainless steel protective layer is more durable and is able to 'heal' itself. Stainless steel protection does not diminish with material loss or thickness reduction. |
Appearance |
Wide range of finishes available from very bright electropolished to abrasive linished. Appealing high quality look and feel. | Spangles possible. Surface not bright and gradually changes to a dull grey with age. | Aesthetic design choice. |
Surface feel |
Very smooth and can be slippery. | Coarser feel which becomes more apparent with age. | Aesthetic design choice. |
Green credentials |
May be re-used in new structures. Valuable as scrap after lifetime of structure - high recycling rate because of collection value. | Carbon steel generally scrapped at end-of-life and is less valuable. | Stainless steel is extensively recycled both within manufacturing and at end-of-life. All new stainless steel contains a substantial proportion of recycled steel. |
Heavy metal run off |
Negligible levels. | Significant zinc run off especially early in life. | Some European highways have changed to stainless steel railings to avoid zinc contamination of environment. |
Lifetime |
Indefinite, provided surface is maintained. | Slow general corrosion until zinc dissolves, red rust will appear as zinc/iron layer corrodes, and finally the substrate steel. Repair required before ~2% of surface has red spots. | Clear life-cycle cost benefit for stainless steel if extended life intended. The economic break-even point can be as short as six years, depending on the environment and other factors. |
Fire resistance |
Excellent for austenitic stainless steels with reasonable strength and deflection during fires. | Zinc melts and runs which may cause failures of adjacent stainless steel in chemical plant. Carbon steel substrate loses strength and suffers deflection. | Stainless steel offers better fire resistance and avoids risk of molten zinc if galvanised is used. |
Welding on site |
Routine for austenitic stainless steels, with care about thermal expansion. Welds can be blended into surrounding metal surface. Post-weld clean up and passivation essential. | Carbon steel readily self-weldable but zinc must be removed because of fumes. If galvanised and stainless steel are welded together, any zinc residue will embrittle the stainless steel. Zinc-rich paint less durable than galvanising. In sever marine environments, a crusty rust can appear in three to five years and steel attack at four years/mm afterwards. | Short-term durability similar but zinc-rich coating at joins required upkeep. In severe conditions, galvanised will get rough rust - even holes - and possible hand injury especially from unseen seaward side. |
Contact with damp porous material (e.g. wooden wedges) in a salty environment |
Likely to cause rust stains and crevice attack, but not structural failure. | Similar to storage stain leading to rapid zinc loss and longer term due to perforation. | Not desirable for either, but in long term can cause failure at base of galvanised poles. |
Maintenance |
Can suffer tea staining and micro-pitting if not adequately maintained. | Can suffer general zinc loss and subsequent corrosion of the steel substrate if not adequately maintained. | Rain in open areas or washing in sheltered areas is required for both. |
Sustained economic growth in China and the rest of the developing world has seen the demand for all the metals grow faster than the minerals industry can develop new mines and smelters. The result is soaring prices for metals, and for coal and oil. For a country
like Australia - a big supplier of metals - it’s good news, and we have all enjoyed the benefits of the minerals boom. But those of us in the stainless steel industry have seen prices increase markedly, and it has been hard to cope with. We live in interesting times.
In broad terms there are two main factors influencing the price development of stainless steel: the cost of raw material inputs and the level of demand measured against the capacity to make the steel (the capacity utilisation).
Much of the increase in stainless steel prices has come from the increase in the price of raw material inputs, and particularly nickel, which went through a peak over US$50,000/ton in May 2007.
It’s back to around $20,000/ton now, but that’s still four times as high as it was in October 2001 – under $5,000/ton.
But it’s not just nickel. As we saw nickel start to get over its spike, the press filled with stories of the increases our big miners were seeking for their iron ore. And quietly, the price of chromium has soared from under $600/ton to over $6,000/ton.
Molybdenum, the element added to improve corrosion resistance above what you can get with chromium, has outdone all the rest, from $6,200/ton to a peak over $95,000/ton! It’s lucky a mere 2 per cent of molybdenum is so effective in improving corrosion resistance.
In response, stainless steel makers and users have sought to get the best value from the alloying elements they use, by shifting between grade families and grades.
We have seen the rise of the 200 series austenitics, which use manganese instead of some or all of the nickel to get the ductile austenite structure. They peaked at about 10 per cent of world production – but of course the increase in demand for manganese then pushed up its price, making the 200 series less attractive economically.
Duplex grades also offer a potentially cheaper alternative, most using only half the nickel of an austenitic grade with similar corrosion resistance. A new development, LDX 2101 from Outokumpu, combines the approaches by substituting nearly all of the nickel with manganese.
Ferritic grades have a completely different crystal structure to austenitic grades because they have no nickel added. That can make their alloying costs much lower, but the steelmaking needed to make good quality steels is more exacting, so the overall cost savings are not as dramatic.
Nevertheless, they can offer useful cost savings. In recent years they have grown from about 20 per cent of world stainless steel production to 25 per cent or more, and the major steelmakers are predicting they will continue to grow.
A recent publication by the International Stainless Steel Forum (ISSF) details the possibilities with this family of grades.
All the talk of metals price increases makes it hard to know what relative contribution each of the elements makes to the overall cost of stainless steel. Believe it or not, many people are not even aware that all stainless steels are mostly iron, so the news about iron ore prices tends to be lost on them. What does doubling the cost of iron ore do to the cost of stainless steel? And how does that compare with the other alloying elements? Come to that, what effect does the oil price have? It’s not so long since respected economists were predicting $200 per barrel for oil.
These graphs show the ingredient contributions for the two most common grades of stainless steel, 304 and 316. The bars show the main alloying elements in the grades, each bar representing the average for the year, except the last bar, which is the average for the first half of 2008.
The costs are an estimate of what the steelmaker has to pay to assemble the raw materials to make stainless steel. They don’t take into account the yield achieved, or possible premiums or contract prices paid. Nevertheless, the graphs illustrate what has happened with alloy costs. Of course, the steelmaker then has to turn these ingredients into stainless steel, so his overall costs are much higher. We might expect higher conversion costs for ferritics, duplex steels and the manganese austenitics over traditional stainless steels such as 304 and 316.
It is important to recognise that raw materials costs are not the only factor in steel pricng and that many factors will influence the day to day prices offered by suppliers. We are only looking at the costs of the main alloying elements here which is fundamental but not the whole story.
In 304 the biggest culprit for cost rises has been nickel, but in 2008 nickel cost has fallen back to the 2006 level – and chromium and iron have taken over. Notice that the iron in stainless steel now costs more than all the alloying elements in stainless steel together did in the early 2000’s – and chromium is now costing more than nickel used to.
Astute observers will know that the price of stainless steel has actually been falling in 2008, despite the alloying costs being higher than in 2007. The lull in the demand for stainless steel has forced the mills to reduce their prices to stimulate sales, and these are tough times for the mills.
The effect of the oil and coal price increases? Studies suggest it takes about 12 barrels of oil to make a ton of grade 304, so the $100 rise in the price of a barrel since 2002 adds about $1,200 to the cost of a ton of 304. To put that in perspective, the base price of stainless steel in 2002 bottomed at about that level!
So what has caused all these surges in prices, and where do we go from here – higher, stable, or a return to the earlier levels? The cause is clear; it is economic growth in the developing world, outside the mature, stable economies that used to dominate the world economy.
This is particularly true for the BRIC group: Brazil, Russia, India and China. These have all been growing strongly and sustainedly for a number of years, China being pre-eminent.
While their economies were still small, the net increase in demand for metals was not much affected, but their overall demand has now grown to the extent that even when their economies slow, world net demand keeps growing strongly.
The IMF continues to forecast growth rates over 10 per cent for China out to 2013. After all, over a billion people have lived in poverty for a long time, and their government is committed to developing the country to help them out of it. Analysts reckon that only about 15 per cent of the demand for metals in China is fuelled by demand outside China, the rest is for domestic consumption.
Stainless steel has not been singled out by these shifts in the world economy. All the metals, except aluminium and zinc, are currently at about five times the price they were when the boom started. So much for materials substitution as a way of getting over the price increases! China has grown so strongly that over the current decade it will consume over half of the copper, aluminium, nickel and zinc used in the world. Even if China does falter, the other developing countries are not far behind.
The rate of growth in demand is a real challenge for the minerals industry to keep up with it. It’s not quite the same situation as we see in oil, but it’s not markedly different. Does anybody think we will ever return to $30 a barrel for oil? Unlikely, and it’s unlikely we’ll see a return to historical levels for metal prices either.
THIS ARTICLE WAS FEATURED IN AUSTRALIAN STAINLESS MAGAZINE ISSUE 44
Chlorine And Chloride: Same Element, Very Different Effect
Choosing the correct grade of stainless steel for a tank, pipe or process vessel requires (at the very least) information about the temperature, pH and chemical composition of the contents. One of the most important items of the chemical composition is how much chloride (salt) is present. Analysis reports often give the concentration as milligrams per litre (mg/L) or sometimes as parts per million (ppm) of Cl. However, Cl is also the symbol used for the element chlorine.
So what is the difference?
Chlorine is a poisonous, yellowish-green gas that readily dissolves in water to give a strong disinfectant or bleach. The strength of a bleach solution is sometimes measured by the “available chlorine”. Swimming pools are usually treated with dilute hypochlorite solutions which produce a few parts per million (ppm) of chlorine. This acts as a strong, oxidising biocide. Drinking water is normally treated to give a residual of 0.2 to 0.5 mg/L of chlorine. (There are also other disinfection methods such as chloramine or ozone.)
Chlorine is very aggressive to stainless steels. The Nickel Institute guidelines for continuous exposure at ambient temperatures (~20˚C) and neutral pH (~ pH7), are that 304 can cope with 2ppm chlorine and 316 ~5ppm chlorine. In alkaline solutions (pH>7) higher concentrations are possible but this does not help much in swimming pools or drinking water. Chlorine frequently causes corrosion problems. Chlorine attack can occur with bleach laden washdown water if pools form in drains which are usually empty. Chlorine concentrations in droplets or water films immediately above a still pool or water tank can be higher than the chlorine level in the bulk water. When dosing concentrated chlorine into pipes or tanks, it must be well mixed otherwise concentrated streams will eat out downstream elbows or tank walls near the chlorine inlet.
Much higher concentrations can be used for short periods as the attack on the stainless steel must initiate and form a stable pit for failure to occur. The American Water and Wastewater Association permits 25 ppm for 24 hours in cases of emergency disinfection. The food industry can use up to 100ppm in hot water for minutes followed by rinsing and/or passivation. It is an effective biocide because the kill rate depends on (exposure time) * (concentration of biocide) but the stainless steel is resistant to the chlorine for the relatively short, high-concentration exposure.
And what about chlorides?
Chloride occurs naturally in drinking water and ranges from less than 10 mg/L in Melbourne to more than 200 mg/L in Adelaide. Chloride is not oxidizing and is not a biocide. The most common form is sodium chloride. Seawater is about 3% sodium chloride although there are other compounds. Nickel Institute guidelines for continuous exposure at neutral pH and ambient temperatures permit chloride levels of 200 ppm for 304, 1000 ppm for 316 and 3600 ppm for 2205 duplex. The guidelines allow for the presence of crevices (such as bolt heads, flanges or deposits) but assume that the surface has been passivated. In alkaline environments (pH>7) higher chloride levels can be tolerated. Higher temperatures reduce the permissible chloride level. Temperatures over 60˚C are not recommended for 304 or 316 as they are at risk of sudden failure from chloride stress corrosion cracking.
The message
Chlorine and chloride are different forms of the same element but with vastly different effects on stainless steel. Chlorine is bleach and stainless steels can only tolerate exposure to a few ppm continuously. Chloride is part of the salt in natural waters and even 304 can cope with a few hundred ppm at ambient temperatures and pH~7.
The growing demand from China and the rest of the developing world has driven up the price of alloying elements added to stainless steels. Over the last five years nickel prices have risen to ten times what they were. Chromium and molybdenum have also risen strongly, and the price of stainless steel scrap – which steelmakers use extensively – has soared. Inevitably, stainless steels have also seen large price increases, with little relief in sight. Growing demand and the time required to develop new supply sources mean that nickel and other alloy prices are unlikely to drop to the levels seen a few years ago.
Higher prices are driving stainless steel users to seek more cost effective solutions: the optimum choice of grade is a blend of engineering and economic factors, and the choice may be different in a new cost environment. The most common stainless steel grade, 304, is used in about 60% of applications for stainless steel around the world. Grade 304 contains about 8% of nickel, which is used to form the ductile austenite crystal structure. Grade 316, with 10% of nickel and higher corrosion resistance given by an addition of 2% molybdenum, is also very common. It is used in marine environments. Users are seeking more cost effective alternatives to both these austenitic 300 series grades.
Austenitic 200 series, duplex stainless steels and ferritic grades can all be used instead of 304 and 316, if they are selected, designed, fabricated and used appropriately. This article and the next in the series describe the alternatives to the more traditional grades, with their abilities and limitations.
The alloying elements in stainless steel contributing most to corrosion resistance are chromium and molybdenum. Within each of the alternative groups there are grades with different corrosion resistance resulting from the chromium and molybdenum contents.
The well known austenitic 300 series grades contain the highest levels of nickel. The austenitic 200 series grades contain less nickel, and manganese is added to make the austenite crystal structure form. Because the 200 series grades have the austenitic crystal structure their mechanical and fabrication properties are similar to the familiar 300 series.
Ferritic grades have the same crystal structure as carbon steel, and have similar mechanical and fabrication properties and do not contain a nickel addition.
Duplex grades are not fully austenitic. They are formulated to be a mixture of equal amounts of austenitic and ferritic grains in the microstructure, which generally means the nickel content is about half of that in an austenitic grade of the same chromium content.
Austenitic 200 Series
These grades are austenitic despite their lower nickel because they have more manganese. Manganese is about half as effective in forming austenite as nickel, so for every 1% of nickel left out, about 2% of manganese has to be added – at the same level of chromium, which suppresses the formation of austenite. Half the nickel in these grades has been replaced by manganese and the price of manganese is also rising strongly.
First developed in the 1930s, most of the common 200 series grades have corrosion resistance similar to the ferritic grade 430, lower than grade 304, because the chromium content is lower. Newer Indian developments (grades J1 & J4 in the table) have centered on grades with significantly lower corrosion resistance. There are other proprietary 200 series grades with higher chromium contents used in marine and anti–galling applications.
The austenitic 200 series are the closest in behaviour to the 300 series of the alternative groups. Hence they are the easiest to convert to.
Mechanical and Physical Properties
The tensile strength of common 200 grades exceeds 600MPa, i.e. about 20% higher than 304. The 0.2% proof stress is more than 20% greater than that of 304 but the elongation at fracture is similar. In contrast with carbon steel, all the austenitic stainless steel grades have tensile strengths at least double the 0.2% proof stress, a consequence of their high rate of work hardening. Some newer grades include copper to reduce this. Because of the austenitic microstructure of annealed 200 series grades they are ductile down to cryogenic temperatures and do not suffer brittle fracture
In comparison with the physical properties of 304, the 200 series have very similar density, elastic modulus, electrical and thermal properties.
Some 200 series grades in comparison to 304
| Grade | | Carbon (max) | Manganese | Chromium | Nickel | Copper |
| 201 | 16/4 | 0.15 | 5.5-7.5 | 16.0-18.0 | 3.5-5.5 | - |
| 202 | 17/4 | 0.15 | 7.5-10.0 | 17.0-19.0 | 4.0-6.0 | - |
| J1 | 15/4 | 0.08 | 7.0-8.0 | 15.0-17.0 | 4.0-4.5 | 1.5-2.0 |
| J4 | 15/1 | 0.10 | 8.5-10.0 | 15.0-17.0 | 0.8-12 | 1.5-2.0 |
| 304 | 18/8 | 0.07 | 17.5-19.5 | 17.5-19.5 | 8.0-10.5 | - |
Attributes
The ductility and formability are similar to the 300 grades although the lower nickel gives a greater risk of delayed cracking after heavy cold forming. Welding is similar to the 300 series grades although the 200 grades may have higher carbon and may suffer sensitisation (loss of intergranular corrosion resistance) if welded in sections thicker than 5 mm. Stress corrosion cracking resistance is similar to the 300 series. Like 304 and 316, 200 series grades do not respond to a magnet when in the annealed condition, but become magnetic after cold work.
Limitations
The lower chromium levels mean that the 15% chromium grades have lower corrosion resistance than ferritic grade 430. Even the 16 & 17% chromium grades are somewhat inferior to 304 in corrosion resistance, since it appears that a 200 series grade has slightly less corrosion resistance than a 300 series grade with the same chromium level. This may be due to the high levels of sulphur present in 200 series grades from some sources.
Steelmakers do not want 200 series scrap mixed with 300 series scrap as the high manganese levels reduce the life of steelmaking refractories. Batches of 300 series scrap suspected of being contaminated with 200 series are likely to attract only the much lower 200 series scrap price. Hence strict segregation of off – cuts is required.
At present none of the 200 series grades are routinely stocked in Australia.
Applications
As with all grade groups, it is important to choose a grade with corrosion resistance adequate for the application. The lower chromium 200 series greades detailed in the table are generally suitable for use with mild acids and alkalis including most foods (pH not less than 3). They are satisfactory with 20˚C potable water and are suitable for indoor exposure – furniture, bins, etc. They are used extensively for cookware and serving bowls – applications where the corrosion conditions are not severe since the utensils are washed and dried. The formability and deep drawability of the 200 series are especially useful for these applications.
The growing demand from China and the rest of the developing world has driven up the price of the alloying elements in stainless steels. The relative cost of different grade groups of stainless steels has also changed, depending on the content of the more expensive alloying elements, particularly nickel and molybdenum.
In the last issue we described the austenitic 200 series group, one of the alternative groups to the austenitic 300 series that traditionally dominate the market. This article describes the other two alternative groups, ferritic and duplex grades.
FERRETIC 400 SERIES
These stainless steels have the ferritic structure also found in carbon steels. They do not contain the nickel addition used to stabilise austenite in 300 series grades. The quality of ferritic grades has advanced with modern steelmaking equipment and, after several generations of ferritic grades, a number of technical limitations have been overcome.
Toughness is the remaining limitation that has not been overcome. All ferritic grades show the ductile to brittle fracture transition well known from carbon steels. Unlike the carbon steels, there is no phase transformation when heated during welding, and hence the grain size of the HAZ can be high. This limits the toughness of the ferritic stainless steels, and with a few exceptions they are used at up to about 3mm thickness, where the toughness transition temperature after welding is adequate.
There are ferritic grades with 10.5-30% chromium, and many also contain molybdenum. The ferritic grades have the corrosion resistance their chromium and molybdenum contents give them, and in addition they are very resistant to stress corrosion cracking. Later generations of ferritics are not susceptible to sensitisation and intergranular corrosion.
The ease of fabrication of ferritic grades, which behave in a similar way to carbon steel, has seen them used to replace competing materials and grow the market for stainless steels. A recent publication of the International Stainless Steel Forum “The Ferritic Solution – The Essential Guide To Ferritic Stainless Steels” (available from ASSDA) has several examples.
| Grade | Cr | Mo | N | Ni | C | Mn | Other | PRE* |
| AUSTENITIC 300 SERIES | ||||||||
| 304 | 18.1 | 8.1 | 0.04 | 18 | ||||
| 316 | 17.2 | 2.1 | 10.2 | 0.04 | 24 | |||
| FERRITIC 400 SERIES | ||||||||
| 409 | 11.5 | 0.02 | 0.18Ti | 12 | ||||
| 430 | 16.5 | 0.04 | 17 | |||||
| AWM 404GP™ | 21.0 | 0.010 | 0.4Cu, 0.3Ti | 21 | ||||
| 444 | 17.7 | 1.8 | 0.02 | 0.45(Ti+Nb) | 24 | |||
| AWM 445M2™ | 22.1 | 1.05 | 0.007 | 0.20Ti, 0.20Nb | 26 | |||
| DUPLEX | ||||||||
| LDX 2101® | 21.5 | 0.3 | 0.22 | 1.5 | 0.03 | 5.0 | 29 | |
| SAF 2304® | 23.0 | 0.3 | 0.10 | 4.8 | 0.02 | 27 | ||
| 2205 | 22.0 | 3.1 | 0.17 | 5.7 | 0.02 | 0.15N | 37 | |
| SAF 2507® | 25.0 | 4.0 | 0.27 | 7.0 | 0.02 | 0.3N | 46 |
*Pitting Resistance Equivalent (PRE) = %Cr + 3.3x%Mo + 16x%N
Mechanical and Physical Properties
Yield strength is a little higher than that of the austenitic grades, and tensile strength a little lower. Ductility is about half that of the austenitics, and is similar to carbon steel.
Ferritic grades cannot be strengthened by heat treatment, and since their work hardening is weak they are rarely strengthened by cold work. Ferritic stainless steel work hardens in a similar way to carbon steel, which can be an advantage, particularly in fabrication where experience and settings gained with carbon steel can be applied to ferritic stainless steels with few modifications.
Ferritic grades are ferromagnetic, and have much lower thermal expansion and higher heat conductivity than austenitic grades.
Attributes
First generation ferritic stainless steels are usually used unwelded, as they have high carbon (~0.05%), which causes the formation of brittle films of low corrosion resistance on HAZ grain boundaries. Grade 430 is the most widely used of this group: it has enough corrosion resistance for indoor applications such as food preparation and display equipment, but is rarely fusion welded. Grade 430 is usually used with a bright annealed (BA) finish: finishes in ferritic grades are generally brighter than their austenitic equivalent. Large amounts of first generation ferritic grades, with molybdenum added for extra corrosion resistance, are used for automotive trim.
Second generation ferritic stainless steels have lower levels of carbon and nitrogen, and have titanium and/or niobium added to combine with what’s left. This makes the grades more weldable, and the first second generation ferritic grade developed, 409, is now widely used in automotive muffler systems. The current production of 409 in USA rivals the tonnage of the most popular stainless steel, 304. Welds in second generation grades are tough at room temperature up to about 2mm thickness, and do not suffer from sensitisation or stress corrosion cracking. There are titanium treated versions of 430, widely used in whitegoods such as welded washing machine drums.
Third generation ferritic grades have even lower carbon, nitrogen, titanium and/or niobium additions, with higher contents of the corrosion-resisting elements chromium and molybdenum. The most common grade of the group, 444, is used for challenging applications such as heat exchangers and hot water tanks.
Fourth, or new generation grades, are further refined using vacuum equipment to achieve better toughness and weldability, and better surface quality. They are often used in applications where austenitic grades fail by chloride stress corrosion cracking or pitting corrosion, and they are increasingly being used in many applications to replace the common austenitic grades.
Limitations
The limited toughness of ferritic grades has been noted, and they are rarely used in structural applications.
A further limitation is the tendency of ferritic stainless grades to suffer 475°C embrittlement and phase formation more quickly than austenitic grades, which limits their use to about 350°C in the higher chromium grades. However, large tonnages of the lower chromium grades are used in automotive muffler systems at higher temperatures without problems.
Applications
The largest tonnage of ferritic grades is used in automotive muffler systems, and there are also significant uses in automotive trim, commercial catering equipment and indoor decorative applications. The higher alloyed later generation grades give outstanding performance in heat exchanger and piping systems for chloride-containing aqueous solutions and seawater, where stress corrosion cracking of austenitic grades can be a problem. The ferritics are also ideally suited for roll forming to roofing, walling and rainwater goods.
DUPLEX GRADES
These grades consist of an intimate mixture of about equal amounts of austenite and ferrite. About half of the amount of nickel needed to be fully austenitic at the chromium content is added in most of the grades. A newer grade, LDX 2101, follows the approach of the 200 series austenitics by using manganese instead of most of the nickel.
There are grades within the duplex group with a range of different corrosion resistances, depending on the chromium and molybdenum contents. The duplex grades tend to use more chromium and less molybdenum than an austenitic grade of similar corrosion resistance - a more economical balance.
As chromium is increased in the austenitic 300 grades to improve corrosion resistance, more nickel must be added, making high chromium austenitic grades expensive. The more corrosion resistant duplex grades, containing less nickel and a better balance of chromium and molybdenum, have penetrated the market to a greater extent than the leaner alloys, and 2205 has become the most common alloy where the corrosion resistance of grade 316 is inadequate.
The duplex grades are much more resistant to stress corrosion cracking than the austenitic grades, and they are effectively immune in potable water. They are also less prone to sensitisation than austenitic grades, although not immune.
Mechanical and Physical Properties
Duplex grades have about twice the tensile strength and 50% higher yield strength than austenitic grades. The ductility is about half, but is still high enough to give good formability, with work hardening behaviour similar to that of carbon steels. Unwelded, duplex grades are tough to low temperatures (-50 to -100°C), and they can often be welded to give transition temperatures well below 0°C.
Duplex grades cannot be strengthened by heat treatment, and since their work hardening is weak they are rarely strengthened by cold work.
Duplex grades are ferromagnetic, and have lower thermal expansion and higher heat conductivity than austenitic grades.
Attributes
Their much higher strength than austenitic grades often allows duplex grades to be down-gauged to thinner material, with good savings in costs.
The higher strength can be a handicap if the opportunity of down-gauging is not taken, as forming loads are high and may be beyond the capability of the equipment. Many of the uses of duplex grades are at thicker gauges (greater than ~1.2 mm), where the savings of down-gauging can be achieved without getting to the lighter sheet metal gauges that fabricators can find difficult to weld.
Welding duplex grades requires more control of welding parameters, particularly heat input and interpass temperature, but pre-heat, post-heat and post-weld heat treatment are not required and weldability is considered good.
Limitations
The high alloy content of most duplex grades makes them susceptible to embrittlement from the formation of intermetallic phases after extended service at high temperatures. Corrosion resistance is also reduced. Service temperatures are generally limited to less than about 300°C.
Applications
The higher strength of the duplex grades makes them suitable for large tanks, and savings of 40% or more in material costs can be achieved. They are also used for heat exchangers and chemical equipment, often where chloride stress corrosion cracking has limited the life of austenitic grades.
COMPARISON OF TYPICAL TENSILE AND ELONGATION PROPERTIES OF GRADE GROUPS OF STAINLESS STEELS
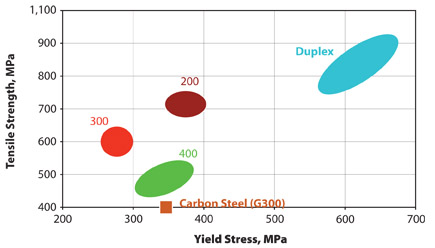
Raw material price fluctuations and increasing demand for stainless steels have driven demand for lower cost alloys as alternatives to the traditional “300” series steels. This has been met through a range of existing and new, innovative steels with different properties, performance and availability. But as with the traditional stainless steels you can't tell what they are by looking at them. This article describes a range of test methods available for grade confirmation. The method used depends on the budget, size of job and the potential consequences of having the wrong alloy. Some of these tests are quantitative, giving actual percentages of each element, and others are qualitative tests showing just the presence of absence of an element or property. Some tests are very portable so are ideal for on-site testing, but others require fully-equipped laboratories. The martensitic grades (high hardness, magnetic grades used for making knives and blades) are not considered in detail in this technical note.
Download ASSDA Technical FAQ 4 (PDF)
WHY TEST?
Contract documents may require formal test certificates. These are issued by the mill and unless there is reason to doubt them, this is sufficient. However, sometimes a positive material identification (PMI) is required for safety critical items such as LPG valves - this is an individual confirmatory analysis on each finished item.
Some products may be lacking in documentation and traceability; the most common concern is stock mixed in storage or as incoming scrap.
Unexpected poor performance often prompts calls for material testing. Such testing removes one variable in things that might have gone wrong but the cause is more frequently inadequate surface finish or errors in design or fabrication.
Finally, reverse engineering of an existing product often requires detailed materials information - generally more than just composition.
WHAT LEVEL OF TESTING IS REQUIRED?
Simple tests could cover differentiation between carbon and stainless steel, or between 304 and 316, or between 300 series and 200 series, or ferritic/duplex and austenitic grades.
Full laboratory chemical analysis is needed for some cases (such as differentiating between low and standard carbon grades) or when it has become a legal rather than a technical issue.
Full mechanical and metallurgical analyses may also be required if strength or hardness are essential design elements. If the material has undergone cold working or subsequent surface modification such as plasma vapour deposition (pvd) or nitriding, then the required investigation could be extensive - and expensive. The summary table shows results for three tests that can be used to distinguish between grades.
TABLE: Summary of rapid test results for distinguishing between grades
| Test | 200 series austenitic | 300 series austenitic | 400 ferritic | Duplex |
| Magnet | Not attracted* | Not attracted* | Attracted | Attracted |
| Mo Spot | Some proprietary grades positive | 316, 317, 904L & 6% Mo grades positive | Not 409 or 430 but 444 and higher grades positive | 2205, super duplex positive |
| Mn Spot | Positive by definition | No colour | No colour | Lean duplex positive |
NOTE: *Cold worked austenitic grades may be slightly magnetic with a greater effect if the deformation is severe.
SIMPLE PHYSICAL TESTS
Appearance is not a reliable indicator of the grade of stainless steel as the differences are determined more by surface treatments than alloy composition. There are only slight differences in density between stainless steel grades (7700-8000 kg/m3) and density determination is not a convenient method. It is rarely used as a sorting tool.
Magnetic response 
A widely accepted but sometimes misunderstood test is with a magnet. Duplex, super duplex, martensitic and ferritic stainless steels are strongly attracted to a magnet, while annealed austenitic stainless steels are not. However, cold worked austenitic stainless steels can develop a magnetic response, so cold formed ends to a vessel, cold formed bolts and particularly cold drawn wire or bar may be affected by a magnet. This applies to both the conventional CrNi 300 grades and CrMn 200 austenitic grades. The strength of the magnetic effect is related to the relative permeability. The graph below shows the different effects of the same level of cold work (e.g. by drawing) on various austenitic grades. For austenitic grades, more deformation or cold work results in higher strength. The austenitic grades with higher nickel or other austenitising elements (310 or 316) show a much lower magnetic response. Mild steel has a relative permeability between 200 and 2000. The relative permeability of duplex and ferritic stainless steels is in the hundreds.
PORTABLE CHEMICAL TESTS
The simplest chemical test to distinguish carbon steel from a magnetic stainless steel is to apply a drop of nitric acid. The carbon steel will react - the stainless will not.
There are proprietary kits designed to test for a specific element. These are simple chemical tests that use an acid to dissolve a small amount of the stainless steel. Alternatively, a small battery can be used instead of an acid. In both cases, the dissolved metal reacts with other chemicals to give a colour. The battery test is much quicker and its rate is not dependent on temperature. All of these spot tests will mark the surface, but the amount varies between tests - check in an inconspicuous location if this is important.
Although these qualitative tests are convenient and quick, if you only require a couple of tests a year, then it may be cheaper and more thorough to run a full laboratory test.
Molybdenum 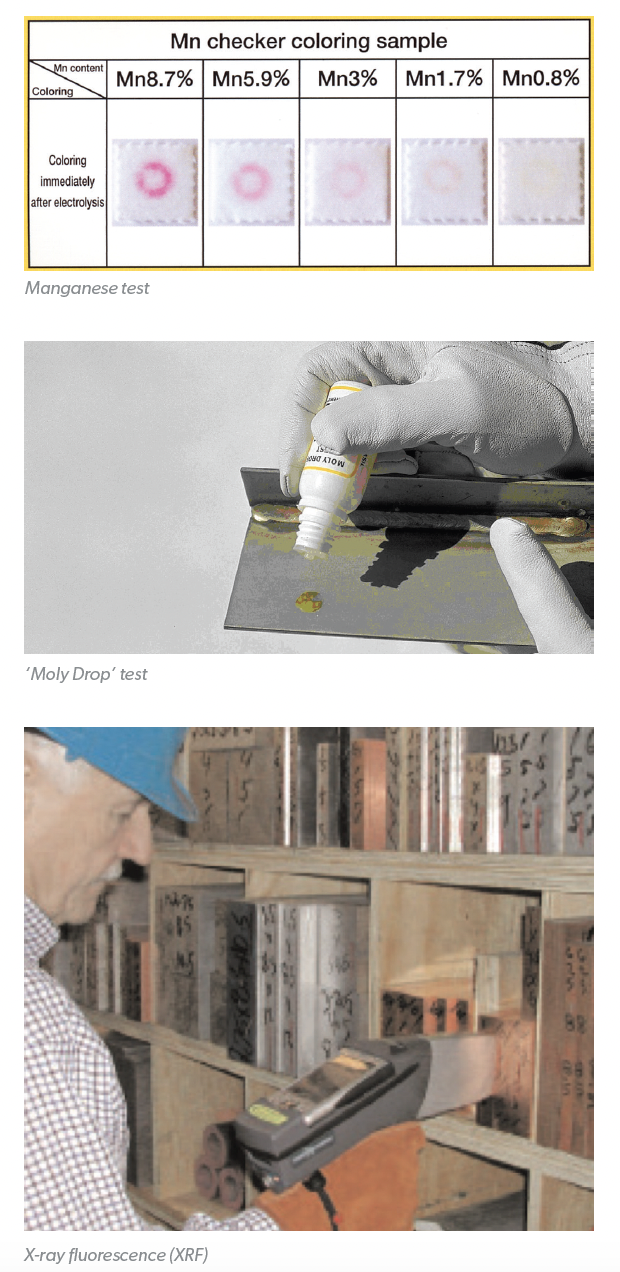
The most common test uses a single drop of solution to distinguish between low and high molybdenum content. The "Moly Drop" test will distinguish between 304/304L and 316/316L, but the test will also give a positive result with 317/317L, 904L, the 6% Mo grades, 444, 2205 and the super duplex grades. The test requires a clean, dry, grease-free surface and it sometimes helps to light abrade the surface.
The yellow or clear drop will darken after a few minutes but the reaction speed is slower if the surface is cold. It is a comparative test. The test is more reliable if a known sample of the required grade is tested with the unknown. If the test sample is to be used in service, then the chemicals should be washed away immediately after the test.
An electrochemical test uses less aggressive chemicals and an electric current from a battery. In this case, a tell-tale pink colouration on a filter paper shows molybdenum is present.
Manganese
The increasing use of high manganese (200 series) stainless steel has led to several manganese test kits operating on the same principal as the electrochemical test for molybdenum.
The semi-quantitative results of a kit test for manganese are shown in the photograph.
Apart from the recent low nickel, high manganese stainless grades, there have been specialist 200 series grades used in generators, as higher strength marine shafting grades and for anti-galling applications.
Sulphur
A practical and rapid comparative test for a high sulphur (free machining) stainless steel (303 and 430F are the most common) is to prepare sulphur prints using photographic paper soaked in 3% sulphuric acid for several minutes. The treated paper is pressed onto a cleaned surface for about five seconds. High sulphur levels are shown by a brown colour. If the test item is to be put in service, the acid residue must be removed immediately. Sulphur-containing free machining steels have lower corrosion resistance, unlike the calcium-treated improved machinability grades.
PORTABLE INSTRUMENTAL TECHNIQUES
There are two basic techniques. These automated instruments are expensive and would normally be used for large projects, or by scrap metal merchants, manufacturers or specialist NDT contractors.
Spark spectroscopy
Spark spectroscopy requires a flat surface preferably about 20 mm in diameter. An electrical spark is generated and the elemental concentration is measured by the intensity of the specific colours. In automated instruments, the spectrum is compared to a library of data and percentage composition is calculated for each element. A sparking mark is left on the surface. The instrument's accuracy tends to be lower than a laboratory instrument and exposure to air excludes measuring nitrogen.
The older "Metascopes" were also spark spectroscopes but relied on visual comparisons of line brightness so their accuracy was very operator-dependent.
X-ray fluorescence
The second broad method is x-ray fluorescence (XRF). Older instruments use one or more radioactive sources although more recent miniaturisation of x-ray tubes means that some instruments generate x-rays directly. Provided that the surface is clean and smooth and the measurement is for long enough to give good statistics (typically between 20 and 60 seconds), then the alloy can be identified. However, it cannot analyse for light elements, especially carbon or nitrogen. The units are light and easy to use as shown in the photograph.
One advantage is that results can be directly downloaded into a computer. The XRF testers leave no residual mark on the steel surface.
LABORATORY MEASUREMENTS
Larger and more accurate versions of the spectroscopes and XRF instruments are used by chemical analysis laboratories. The steel makers use these instruments to generate the data for their inspection certificates and are also available for public testing through independent testing companies who can be found via the National Association of Testing Authorities, Australia (NATA): www.nata.com.au.
Atomic Absorption (AA) or Inductively Coupled Plasma Spectroscopy (ICP) techniques use laboratory instruments after a sample has been digested in (usually) a mixture of acids. This is slow and may be more expensive than a spark test but it will give a more complete and reliable result. Carbon requires a separate (LECO ignition) test.
IN SUMMARY
Probable testing can give rapid and onsite but sometimes qualitative results - these are very useful for sorting grade mixes. Some grades cannot be sorted by purely qualitative tests, but may require either portable instrumental analysis or full laboratory testing. In some cases, other tests such as hardness or metallographic examination may be needed to fully understand the metal.
WHICH TEST?
-
Is it 430/2205 or 304/316? A magnet will be strongly attracted to 430 and 2205, but only weakly to deformed parts of 304 or 316.
-
Is it 430 or 2205? Both are strongly magnetic but only duplex 2205 will give a positive moly drop test result.
-
Is it 304 or 316? A moly drop test will give a positive result with 316.
-
Is it a low carbon grade? Only a spark spectrometer can distinguish between low and standard grades.
In all these cases, a full laboratory analysis will answer the question and provide a full composition.







ASSDA - Supporting You
ASSDA’s activities focus on networking, promotion, education, accreditation, standards development and problem-solving. View the Association's history of achievements and milestones in supporting the Australian stainless steel industry here.
160+
Member Organisations
100+
Publications
8,775+
Stainless Steel Specialist
Course enrolments
Check out our services
Stainless Steel Specialist Course
An online educational tool designed to improve your knowledge of stainless steel, its properties, performance and uses. Consisting of 17 challenging and rewarding modules, the course delivers a standard level of knowledge and qualification across the industry.
Learn moreASSDA webinars
ASSDA's webinar program was introduced in late 2014, providing educational presentations on various stainless steel topics for Members, the specifying community and the stainless steel industry as a whole.
Learn moreTechnical inquiries
ASSDA's Technical Support Service represents a significant asset to the local stainless steel industry, providing excellent and timely advice for the successful use of the product.
Learn moreASSDA resources
ASSDA delivers a strong publications and training program with a range of titles available to participants in the stainless steel industry.
Learn moreLatest Blog Articles








